This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
The digital transformation of the operations and processes of factories and supply chains is based upon digitization of carefully selected machines and digitalization of the related business processes. So here goes – read on for a greater understanding of these concepts and the role they play in your journey to a smart factory.
To compete in this constantly changing market, manufacturers and distributors need more digital-driven services such as real-time production, tracking, and analysis. This means making factories smarter for the future. What is the smart factory? How to create a smart factory. It’s important to first to set objectives.
Having accurate data about what is happening on the factory floor is essential as it empowers manufacturers to leverage KPIs to better monitor machine maintenance, ensure the quality of goods being produced and ensure supply chain optimization. Increased safety and less on the job injuries in the warehouse and on the factory floor.
This blog discusses how manufacturers can start making AI a reality. ML and DL are mainly used in data analysis, classification, clustering, and ranking. The smart factory is an environment, enabled by digital technologies including AI, to monitor and control the physical processes of the factory and provide data for decision-making.
If your factory is the heart of your organization, then your supply chain is the veins and arteries. A workflow analysis will allow for a thorough review of daily operations with the goal of identifying obsolete practices and areas of improvement. What are the bottlenecks and inefficiencies?
Getting costs under control is important for a good return on capital investment and to ensure factory equipment is operating at optimum capacity and profitability. Therefore, companies should have a system to collect and consolidate the data for reporting and analysis. This can be used in costing analysis and equipment profitability.
In this blog we will unpack the pros and cons of low code and why it can be a smart investment for your business in securing a digital future: The pros of low code. The post The pros and cons of low code tools for manufacturers appeared first on SYSPRO Blog.
The area of AI that manufacturers need to explore to drive their factories into the future is machine learning (ML). ML systems can identify patterns from the large amounts of structured and unstructured business and industry data that companies increasingly collect, and provide analysis and insights to users to help their decision-making.
In this blog, we’ll go over the economic and supply chain impacts that result from these events and how you can best prepare your supply chain. For example, after the 2011 Thai floods, there was a global shortage of computer hard drives that sent consumer prices skyrocketing until factories were able to get back up and running.
Blog " * " indicates required fields Email * Name This field is for validation purposes and should be left unchanged. By mid-week though, the major airports had resumed full operations, cross-border trucking re-opened, and many garment factories had returned to work.
SYSPRO ’s 2020 survey, The Inflection Point for the Factory of the Future , showed that only about one-third (38%) of manufacturers’ business systems had enabled them to meet the challenges posed by the COVID-19 pandemic. The pandemic made that impossible. It’s the future of manufacturing, and it’s within your reach today.
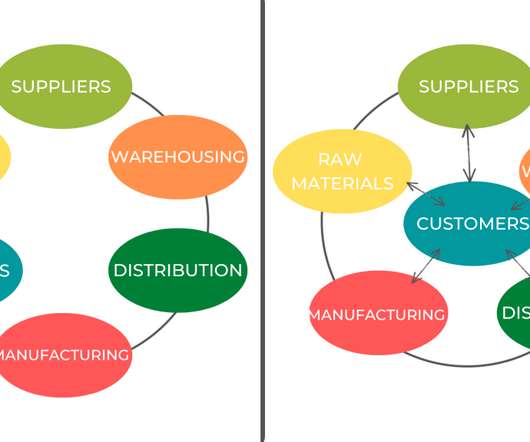
Blog Topics. A supply chain is a network of suppliers, factories, warehouses, distribution centers, and retail businesses, through which materials are acquired, manufactured, and distributed to customers. A company in charge of the supply chain management will run an analysis on planning and optimization of routing and scheduling.
The analysis is mostly on point; however, the blame does not lie with Lean. In fact, a fully-integrated ERP solution enables manufacturers to tackle the immense challenges they face by optimizing their business operations, meeting and satisfying customer demands, and increasing factory output. . appeared first on SYSPRO Blog.
Each of these elements more traditionally handles by outsourcing analysis of processes to supply chain consultant. As explained in a previous blog post, continuous improvement in an organization can be achieved through the use of performance measurement tools via big data. Transportation modes used in procurement and shipping.
Suppliers use predictive analysis based on the purchasing patterns of their customers to determine the amount of raw materials needed at any moment. Warehouse planning depends on a thorough analysis of the purchasing patterns and information from your stock, suppliers, warehouses and market trends. link] Unknown.
It seems that manufacturers found it much quicker and cheaper to increase inventories than build regional factories. Risk analysis is becoming an important part of SCM. The post How manufacturers and distributors can address supply chain management challenges appeared first on SYSPRO Blog.
While the short-term plans focus on safety stocks throughout the supply chain (in most cases, the priority to keep the factories fully operational remains). You can see critical stats such as outstanding customer accounts as well as an age analysis of those accounts and interpret the data in a meaningful way.
Those factories with essentially zero inventory of critical components were forced to close or drastically scale back. A thorough analysis can pinpoint redundancies and opportunities to slash costs and improve service through operational improvements. Redesign your network.
One of the big challenges facing manufacturers is inadequate reporting and analysis capabilities. Some of the key differences between the systems are: ERP software focuses on process management and automation, while BI software focuses on data analysis and visualization.
To achieve this, effective MOM systems have become a critical factor in determining the success of factories. Modern MOM systems are specifically designed to help small to medium manufacturers enhance their efficiency by providing a real-time view of all the processes in the factory.
With the Chinese Lunar New Year approaching in late January 2020, global shippers planned to order stock from Chinese suppliers ahead of the celebration as factories and ports would shut down for two weeks. What they didn’t know is that these ports and factories would remain shut down as the safety restrictions of a global pandemic set in.
They are part of the quality management process and require an analysis of the top factors that drive returns to determine where interventions are required in the process. Freight bill accuracy : Whether shipping from factory to warehouse, or to the customer, this metric helps identify problems in billing operations. Warehousing KPIs.
Due to the previous surge of China as the world’s factory over the last two decades, much of the global carriers’ business has revolved around transporting cargo between the U.S. According to Maritime Executive , “Eight international carriers split into three different alliances control 80% of the market today.
In this blog, we’ll go over the economic and supply chain impacts that result from these events and how you can best prepare your supply chain. After the Thai floods, there was a global shortage of computer hard drives that sent consumer prices skyrocketing until factories were able to get back up and running.
To determine this, start by knowing what is on your factory floor – digitalization starts from there. Another aspect of your factory investigation is to identify how people on the floor collect and use information. Another aspect of your factory investigation is to identify how people on the floor collect and use information.
AI in supply chain and operations can efficiently handle data for analysis and automated functions. In particular, AI can help in demand forecasting, warehousing, and logistics route optimization: By efficient collection and analysis of information and inventory processing . Production planning and factory scheduling.
Who tracks every customer’s shipment from when it leaves the supplier’s factories and ensures that all documentation is in perfect order? In this blog, we’ll tell you how our Operations Team sets itself apart from all the others. Our Shanghai team has developed strong relationships with suppliers and factories across China.
The data can be used to provide visibility into how to measure and reduce waste and carbon emissions, optimize processes to be more energy efficient, and monitor factory events for safety reporting. Making data-driven decisions IM&E manufacturers need strong reporting and analysis capabilities.
Decision-making that is more aggressive and agile is made possible by real-time data collection and analysis, which enables prompt adjustments in response to market needs. This verification is crucial for electronic boards since they are identifiable when they leave the factory.
Editor's Note: Today's blog is from our friends at Mahan's Thermal Products. While we know this to be true, it doesn’t mean that a factory can’t be built with an eco-friendly outlook. The company has set various environmental goals and can stay on track with these goals through a rigorous system of self-monitoring and analysis.
IoT devices on the factory floor need to be protected; some manufacturers are also installing sensors on products used in a customer’s environment, which can create their own security challenges. The post Enterprise security tips for manufacturers Part 2 appeared first on SYSPRO Blog.
What This Blog Is About: The current status of cold storage and transportation. As per the current analysis of Reports and Data , the global refrigerated transport market was estimated at $14.8 Therefore, FIFO / FEFO rules have to be strictly adhered to from factory to consumer. from 2019 to $23.1 billion by the year 2027.
Who tracks every customer’s shipment from when it leaves the supplier’s factories and ensures that all documentation is in perfect order? In this blog, we’ll tell you how our Operations Team sets itself apart from all the others. Our Shanghai team has developed strong relationships with suppliers and factories across China.
Also, if you would like to read anything related to the supply chain you can read all the supply chain blogs in that category here or search any keyword in the search bar to the right. A Continued, Renewed (Or New) Focus on Data Analysis for Continual Improvement & Better Supply Chain Visibility.
Tasklet Factory is a great mobile WMS that connects with standard Microsoft Dynamics 365 BC/NAV and Microsoft Dynamics 365 FO/AX. We love Tasklet Factory as it helps Microsoft ERP users increase their product flows while reducing error rates and improving efficiency and warehouse processes. As Apple said, “there’s an app for that.”.
The logistics of transporting large, prefabricated sections from factories to construction sites are complex, involving careful planning and coordination. At the heart of this growing trend lies a critical challenge: efficiently shipping prefab home materials across the nation.
It also includes ‘what-if’ sensitivity analysis and simulation techniques to sense the effects of delta changes in demand, supply, or network and helps respond better to changes. Last month’s feature article talked about ‘Information Factory’.
In this post, we share: An analysis of three different fulfillment opportunities that our customers typically face: 1) consistent dedicated freight, 2) spot freight (pre-planned), and 3) hot spot freight (same-day). A dedicated carrier sales rep (or broker) can tend to about 100-150 of these loads per day per person.
In this post, we share: An analysis of three different fulfillment opportunities that our customers typically face: 1) consistent dedicated freight, 2) spot freight (pre-planned), and 3) hot spot freight (same-day). A dedicated carrier sales rep (or broker) can tend to about 100-150 of these loads per day per person.
Software provider Llamasoft’s approach involves the creation of a ‘digital twin’, a software model representing suppliers, factories, distribution networks, inventory flows and transport. You can do all kinds of scenario analysis and ‘what-ifs?’ A truly autonomous car could even drive itself from the factory to its new owner’s address.
Drewry said that based on information received from manufacturers the labor costs of a mid-priced shirt from China is about 10 percent to 30 percent of the ex-factory price. imports, when opportunity costs are taken into account.
That was from a host of reasons including factory outputs slowed down and the economy overall slowed down,” said Costello. Old Dominion Freight Line (ODFL) President and CEO Greg Gantt offered up some practical analysis regarding the impact of current inventory levels on the less-than-truckload sector in a recent interview.
A little more than 20 years ago, I was doing some consulting for a company called Indiana Glass, then a division of Lancaster Colony, at its Dunkirk, IN factory just outside of Muncie.
Alas, it appears the factory was shuttered more than a decade ago. Please check out my blogs on the subject at www.zipxpress.net.
And though it was more of a social issue than environmental one, Sheffi cites the 2013 collapse of an apparel factory building in Bangladesh that killed more than 100, after which a number of brand companies and retailers such as Walmart and JC Penny initially touted that the factories weren’t producing any of their products.
We organize all of the trending information in your field so you don't have to. Join 84,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.
















































Let's personalize your content