This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
Anthony transitioned to a Corporate Economist & Consultant, advising CXO leaders and Fortune 500 companies on economic analysis, industry trends, and internal strategy. Anthony’s clients varied from construction, trucking, industrial, software, manufacturing, and retail industries. pageviews a month and over 1.5B
Using artificial intelligence (AI) in manufacturing can significantly improve productivity, reduce equipment failure, increase production efficiency and help identify new business opportunities. The area of AI that manufacturers need to explore to drive their factories into the future is machine learning (ML). The Industry 4.0
The best way to understand the difference between procurement and purchasing in a business is to consider the process involved in buying a car, says Logistics Bureau’s procurement specialist, Trent Morris. Procurement First, Purchasing Follows. But all of those things become purchasing as opposed to procurement.
When the COVID-19 pandemic hit, some of the challenges it posed to manufacturing and distribution were new. I grew up in manufacturing. My family owned a manufacturing operation, so I experienced firsthand the challenges that mid-market manufacturers face. Manufacturers need a single source of accurate information.
The manufacturing industry is currently undergoing a rapid digital transformation, and as a result, companies are generating vast amounts of data. Unfortunately, without proper processing and analysis, this data is of little use to the organization. This enables managers to take swift action and keep production on track.
The Asia-Pacific region has one of the largest number of fabricated metals manufacturers in the world. Many governments are also offering incentives for manufacturers to invest in energy-efficient solutions. Manufacturers are also increasing automation on the shop floor, partly due to a shortage of skilled labor.
For manufacturers, having the right business intelligence on hand at the right time can eliminate the guesswork from decision making, offering real-time visibility into business processes so you can anticipate your next move. In recent years, the amount of data available to most companies has exploded. Data warehousing costs rise.
Those manufacturers who are still using legacy or customized computer systems will find it difficult to make the necessary changes. Integration of design and manufacturing. Many manufacturers use a CAD/CAM system for design and engineering control. Quality management. Traceability. Inventory and logistics management.
The past two and half years have certainly brought a variety of challenges and opportunities that have made innovation not just a preference, but essential for manufacturers and distributors to thrive into the future. Optimizing the use of data for manufacturers. Obstacles on the data journey for manufacturers.
As data becomes a critical resource in modern organizations, business users are clamoring for tools to ease access to data for reporting and dashboards. EA plugs data in the form of reports, dashboards and data visualizations into applications, putting the information where it will get used.
Manufacturers have incurred significant financial losses due to supply chain disruptions and the subsequent inventory management challenges. With companies producing more and more products worldwide, the issue of keeping track of enormous amounts of parts and materials used in the manufacturing process has grown increasingly complex.
Over the last decade, the role of the manufacturing and distribution CFO has undergone a profound shift. The role of the CFO is being transformed by technological innovation and access to massive amounts of data, both inside and outside the organization. Here’s ERP ROI for the manufacturing and distribution CFO: 1.
Increasing supply chain data visibility is a priority for logistics organizations looking to improve resilience. Supply chain recovery hinges on incorporating robust data analytics and other data-driven tools into business operations to increase efficiency, reduce costs and proactively manage risk. there is just too much risk.”
Unless manufacturers change, they will find that their ability to forecast demand, and determine what to do to meet it, will be challenging. Supply chain management (SCM) systems help businesses to manage the flow of goods and services right from the sourcing of raw materials, to delivering finished goods to the customer.
Manufacturers rely on data and their ERP platform to answer critical questions: What are our inventory levels? How much does it cost us to manufacture this product? The power of business intelligence for manufacturers. Mid-market manufacturers need a tool that’s tailored to their needs.
Managing the manufacturing supply chain and freight markets of today requires skills, tools, applications and services that have never been utilized in the past. Seeing that trend indicates increased manufacturing or distribution activity, typical for the flurry of activity that accompanies spring.
The manufacturing industry faces several challenges with their logistics. Laws and regulations in the manufacturing industry are always fluctuating. An experienced third-party logistics company (3PL) that has strengths in logistics for the manufacturing industry can help you overcome these obstacles. Reduce Your Costs.
There’s no doubt that the pandemic, with its harsh lockdowns and impact on economies worldwide, has played a dramatic role in the supply chain disruptions being experienced by manufacturers. Many businesses in the US, and elsewhere, were sourcing their componentry from China. Use data to improve operations.
As efficiency is crucial for businesses to remain competitive, many manufacturers are looking at all aspects of their operations to identify gaps and address them through either process improvements or by introducing relevant automation technology. One area that is often overlooked is the accounts payable (AP) process.
A global marketplace is emerging that represents a huge opportunity for manufacturing. But the market is segmented, demanding specialization that will be tough for traditional manufacturers to handle. Technology and Manufacturing: It is a Part of the Cerasis DNA & How we Empower our Manufacturing Shippers.
Manufacturers and distributors experienced huge supply chain disruptions due to the pandemic which exposed many vulnerabilities and tested the resilience of supply chain leaders globally. Manufacturing KPIs. In fact, SYSPRO research revealed that 60% of businesses were impacted by supply chain disruptions during the pandemic.
Editor’s Note: Today we are featuring this guest post from Find Accounting Software as it covers a subject we are also interested in, Manufacturing Technology which makes businesses more efficient. Earlier identification of product manufacturing issues. on using JustFoodERP at their food manufacturing company.
Manufacturers must ensure adherence to regulatory compliance, strike a balance between efficiency and profitability, maintain unblemished food safety records, and guarantee customer satisfaction. In this scenario, it’s not just manufacturers who feel the heat.
If you are a finance professional in a manufacturing business, your main goals are to reduce risk, improve profitability, and maintain high levels of compliance. To do that, you need to access accurate data and create insightful reports for GL, as well as other finance and operational needs. Stale data. Analysis is limited.
But by implementing data driven maintenance strategies these cost, performance, and environmental impacts can be greatly reduced. Components subject to wear, or otherwise likely to fail, are replaced at regular intervals – as recommended by the equipment manufacturer, or based on bitter experience. This approach too has disadvantages.
Procuring transportation for freight is much different than any other procurement category. Transportation procurement needs to support both customer service and a company’s internal supply chain goals. One master of freight procurement is Kyle Masters. Simmons Foods Simmons Foods is a farm to fork poultry manufacturer.
He has over 25 years of experience across all functions of the supply chain and IT in multiple industries including consumer products, life sciences, and industrial manufacturing. She has led programs ranging from acquisitions to technology deployment with a strong focus on lean manufacturing and data management. Tony Nichols.
However, complex supplier relationships, unreliable sources of material supply, and ever-increasing customer expectations greatly add to the expectations to select the best suppliers and conduct their operations more efficiently. Monitoring and analysis of this data may provide opportunities to intervene before issues becomes major problems.
quintillion bytes of data every day. For companies that want to go beyond the traditional spreadsheet, which cannot handle this ocean of information efficiently, statistical methods such as cluster analysis can help. What is Cluster Analysis? The retail industry is rich with data. On average, we humans generate 2.5
This year, a recurring theme that I saw was about using supply chain data to improve the customer experience across the entire value chain. Here are the ones that stood out to me, especially as it relates to supply chain data. The single data cloud runs on Snowflake, one of Blue Yonder’s partners.
Going back to the Industrial Internet of things (IIoT), the use of Internet-connected technology increases risk in manufacturing. billion in 2018 alone, reports Michael Kotelec of Manufacturing.net , and this will bring a strong, robust boost to efficiency and productivity in manufacturing. However, the risk is well worth it.
True resiliency is achieved when supply chain leaders can predict issues and dynamically respond – from sourcing and manufacturing to final delivery – with agile solutions. This enables complete supply chain resiliency because companies can act earlier in the process to prevent disruption and increase customer satisfaction.
COVID-19 restrictions have challenged manufacturing worldwide. Within the last year, manufacturers have had to cope with supply chain disruptions and the shutdown of factories due to restrictions caused by COVID-19. Manufacturers adapted to the technologies of Industry 4.0, COVID-19 — Impacts And Challenges For The Manufacturer.
The cost of poor quality is so closely related to supplier quality and compliance that manufacturers must give the proper attention and resources to the optimization of their upstream partnerships. Finished products have high ratios (average 50%) of sourced or procured product content.
Also consider on-site renewable energy generation through solar panels or purchasing renewable energy credits (RECs) to offset facility emissions. Data Driven Carbon Tracking and Reduction Having robust carbon tracking across your supply chain enables better decision making and continuous improvement. How can we help?
Data-driven decision making is the process of collecting the data that a company uses, and transforming it into actionable insights. Using data to find patterns, inferences, and insights ensures that your company goals and plans are based on evidence and that decisions made are balanced and objective.
One of the biggest obstacles to setting and implementing strategies for responsible sourcing is accessing reliable and current data and analysis, according to The Dragonfly Initiative CEO, Assheton Carter.
Supply chain leaders are enthralled with the idea of using big data, but they tend to fail to understand how to disseminate big data in their organization properly. True, they may know how to roll out big data in a single warehouse, or they may have heard their competitors used branded systems for implementing this new technology.
Have you conducted a cost-to-serve (CTS) analysis for your enterprise? And that is the sole purpose of cost-to-serve analysis. If you were going to say, “What is a cost-to-serve analysis?” Only a complete cost-to-serve analysis will expose these underlying issues unless they happen to be discovered incidentally.
And even before they begin, they must realize these problems are too big for any single team—supply chain must connect with finance and procurement to treat the n-tier suppliers as an extended part of their network and become their preferred customer. By identifying these gaps, you can create sourcing events to close them.
Ask manufacturing leaders what changes they plan to make in the next three years in the wake of the coronavirus pandemic, and they will likely say their use of technology will deepen as more and more players in their supply chains come to rely on digital connections for daily interactions. Talent gaps: ? Legacy systems:? Managing Inventory.
Demand is at the Heart of Supply Chain Network Design The first step in the SCND process is translating business rules into a set of data inputs: demand, products, customers, sites, shipment rules, production details, and various constraints. Every forecast typically begins with internal company historical shipment data.
E-invoicing for manufacturers streamlines the payment process without manual intervention, reduces costs and improves efficiency. Saves time by reducing the need for manual data entry and processing. Reduces the risk of errors and inaccuracies that can occur with manual invoicing, such as data entry errors and lost invoices.
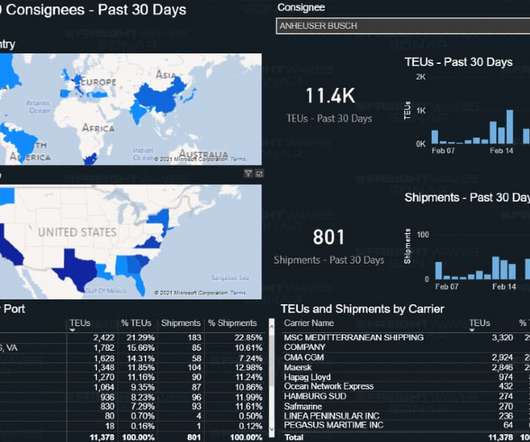
Global supply chains rely on multimodal transport to ship goods from manufacturers that are far from their end customers. H aving access to real-time freight data and being able to make good use of it is essential for global trade and maritime shipping. It provides crucial links in this transport chain. Request a SONAR Demo.
We organize all of the trending information in your field so you don't have to. Join 84,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.

















































Let's personalize your content