This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
Manufacturers depend on their ERP system to optimize business processes, unify their different functions and platforms, and provide them with information to make decisions. But with ransomware and cyberattacks on the rise, securing the ERP system is now becoming a top priority. Why are ERP systems attacked?
For manufacturers and distributors, it’s important that before you digitally transform your organization you realize that you need data to convert existing business processes into digital. However, if your data is still analogue it cannot be collected or digitally manipulated, whereas digital data can be collected and analyzed easier.
To contend with these pressures, medical device manufacturers crave actionable, real-time, accurate, and reliable data throughout the entire supply chain. Acquiring and consolidating data can be a formidable task, however, especially when data is scattered across different systems and formats.
Therefore collecting and using data about the operations of these machines has seemed difficult, requiring expensive upgrades. If they can do this, then manufacturing processes can be integrated with the company ERP system and metrics like OEE (Overall Equipment Efficiency) can be used to monitor overall manufacturing productivity.
Investing in an ERP solution will assist fabricated metal manufacturers with end-to-end visibility across the supply chain. This enables you to fulfil current and forecasted order schedules as you will be notified by the ERP system when you are running low on stock and of the material prices increases across multiple sites and locations.
Manufacturing Operations Management (MOM) together with an ERP system allows manufacturers to collect the data, visualize and analyze it, and make decisions. To paraphrase another saying – data is vanity, metrics are sanity. Collecting data is useful but metrics allow an organization to know what to care about.
So thats the route were taking in this article (no pun intended), we’ll be exploring the evolution of fleet route optimisation from a time-consuming pen-and-paper exercise to a high-tech process that, in some cases, can be completed in minutes. But first, what is route optimisation? “I would begin my shift at 2 p.m.
Use data to improve operations. To assist with the short-term solution, the answer is an extensive data-gathering exercise. The benefits of ERP. A major benefit of an ERP solution is that it generates business data continuously.
Investing in an ERP system and other business systems is an expensive exercise and by not investing resources into training and education, manufacturers will not get the full return on investment. Learning, for example, how to properly use systems and read data will improve business efficiency. Administration. Industry 4.0
In 2018 a Forbes magazine published an article entitled “Every company is a data company” in which the authors urged all companies to use data as a core asset. That is now becoming a reality as businesses come to realize that data is the most significant asset they possess. Growth of IIoT. Quality control.
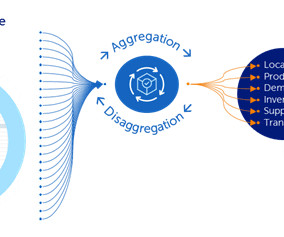
Integration with existing enterprise systems such as ERP, CRM, and WMS adds another layer of complexity. Figure 1 – Supply Chain Technology Stack How ISP continuously aggregates data from APS to establish a current state baseline and create scenarios by adjusting supply chain structural elements or policies and constraints.
Mitigating risk is a data-driven exercise, which is the kind of exercise I enjoy, especially when my efforts are augmented (along with my eyestrain), by increasingly intelligent AI machines empowered with cognitive technologies. The key, of course, is data, the […].
The final goal was to develop end-to-end visibility based on leveraging data analytics. Aera Technology was seen as a convergence point for what Mars Wrigley was doing in data analytics and AI with what the company was doing in supply chain planning. “We The goal of an SCP implementation was to effectively balance demand and supply.
It also stands to reason that when you undertake a slotting exercise, you should think about it from the perspective of these activities. Slotting by the Numbers: Data is the Key. Product Slotting Data Requirements. But what if your business lacks the digital tools necessary to use the data? SKU and Slot Dimensions.
Once you have gathered the data relating to your customers’ needs, you should be able to see if a single logistics strategy will work for your entire customer base, or whether you need to take a segmented approach. Then, you can analyse your current supply chain capabilities using the research results and your data concerning customer needs.
So that’s the route we’re taking in this article, exploring the evolution of fleet route optimisation from a time-consuming pen-and-paper exercise to a high-tech process that, in some cases, can be completed in minutes. “I would begin my shift at 2 p.m. when telesales would have captured many of the daily orders from customers.
They’re able to gather feedback from consumers (via direct communication with their store and regional management teams), turn it into demand data, analyse it, and respond by continuously launching new clothing rangeswhich they introduce to market in around a month.
this exercise helps retain mobility in the damaged joints". The term refers not only to mobile workers and mobile devices, but also to the mobility of corporate data. Enterprise mobility management products, such as data loss prevention technologies, are available to help IT departments address these risks. mōˈbilədē/.
As digitization continues to modify the global supply chain landscape, its unprecedented data sources and solutions will lead to not only the demise of disparate information systems, but to the rise of true, end-to-end, supply chain visibility. Track, Trace and Collect Data from Key Partners. By Cosmas Hoefnagels for Talking Logistics.
It begins with a strategy project that documents the current state process, information, and data flows. It requires gathering data, driving towards answering the question “Where is the money?” The above process gives you the answer as to if and why a TMS is needed. We already have an ESB.” Where were you 6 weeks (or 6 months) ago?
These responsibilities extend across functions and when properly exercised, comprise supply, demand, distribution, production, purchasing and capacity planning. If your company is serious about making inventory-planning improvements, provision should be made for appropriate data-processing capabilities.
This can mean supply chain data, applications, IT systems, and IT account access. This covers security policies, threat awareness, security training, exercises. Examples are ERP for manufacturing, CRM for sales and operations, and TMS for transport management. Business partner. Security awareness.
Then, you can analyse your current supply chain capabilities using the research results and your data concerning customer needs. You will need to find several companies against which yours directly competes and then somehow find a way to access their performance data. Be aware that benchmarking against competitors is no easy task.
Another trend is learning how to deal with the avalanche of data that supply chain managers have at their fingertips. Data from barcodes, RFID tags, GPS systems, and the Internet of Things (IoT) mean that managers not only have to be good analysts, but they also have to be good at understanding the supply chain system instinctually.
In Part 1 we pointed out that implementing an ERP system for manufacturing allows companies to integrate business functions, streamline processes, and use automation to reduce wastage and costs, and improve productivity and efficiency. The ERP implementation phases There are nine phases that an ERP implementation project should follow.
We organize all of the trending information in your field so you don't have to. Join 84,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.






























Let's personalize your content