This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
Starting your ERP project Congratulations on selecting an ERP system for manufacturing. The next crucial step is a successful manufacturing ERP implementation to maximize your investment and streamline operations. An ERP system for manufacturing goes further than automating processes and workflows.
The tools we have used, ERP systems, spreadsheets, and siloed databases, have served us well, however as complexity increases, and the margin for error narrows, there has been a growing recognition that patchwork systems are no longer enough. Set a schedule to refresh this data daily, no manual uploads are needed.
Each technician visit, customer interaction and service delivery generates valuable data points. What is a data warehouse? What is a data warehouse? A data warehouse is a comprehensive system that collects, organizes and delivers business information in a way that makes it immediately useful.
Supply chain networks depend on structured data, exchanged through APIs, middleware, and telemetry, to coordinate across facilities, regions, and partners. Smaller enterprises, however, often remain limited to off-the-shelf forecasting tools or point solutions without broader system integration. shifting macroeconomic indicators).
Streamline your logistics operations with ERP-integrated shipping solutions, offering seamless data integration, cost savings, and enhanced customer experience. With tools like carrier rate comparison, automated notifications, and actionable insights, you can boost efficiency, improve decision- making, and build customer loyalty.
A modern manufacturing ERP system will make use of these technologies so that their benefits can be realized. A companys ability to manage the flood of data coming from the factory floor and other areas is becoming critical. And its not just data within the company, but also using and sharing it across the entire business ecosystem.
Home Making Logistics Data Actionable: Insights from Freightos and Gryn July 7, 2025 Blog Data is the backbone of efficient decision-making. However, transforming raw data into actionable insights remains a significant challenge for many logistics organizations. That’s the reason why you are collecting data.”
Artificial intelligence (AI) and machine learning (ML) in manufacturing ERP have recently added a new realm of technology that can address the complex operations found in manufacturing. There is no question that AI and ML will have important roles in shaping the future of manufacturing ERP.
From sourcing and bid evaluation to warehouse slotting and dynamic routing, AI tools support faster and more consistent outcomes by processing large volumes of operational data and identifying patterns that human decision-makers may overlook. These capabilities are now being integrated into mainstream TMS, WMS, and ERP platforms.
This is where pest control business software comes in as part of a robust pest control strategy, offering tools to optimize processes, enhance customer satisfaction and drive profitability by bypassing old manual processes. Clypboard Mobile-first ERP solution No $29-$49/user/mo. Pricing PestPac does not publish pricing publicly.
The collaboration integrates CrimsonLogic’s regulatory filing software, Advance Commercial Information eManifest House Bill (ACI eHBL), directly into the NewageNXT freight management ERP platform. By eliminating the need for double data entry and minimizing delays, customers can save significant time and manpower costs.
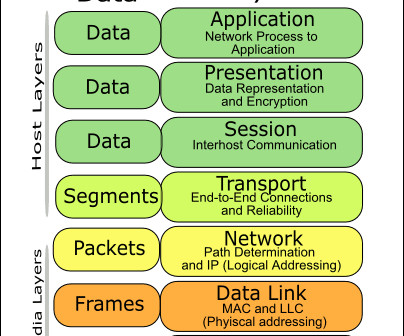
Physical Layer: Transmits data over a physical connection. Data Link Layer: Handles data transfer between connected nodes. Network Layer: Manages data routing. Transport Layer: Ensures dependable data transfer. Presentation Layer: Translates between data formats. These seven layers are: 1.
Manufacturers have started implementing features of the Fourth Industrial Revolution (4IR) to be more flexible and responsive and make more intelligent, data-driven decisions. Supply chain optimization IoT data can be used to optimise supply chain operations, including transportation, warehousing, and distribution.
In a previous blog AI and Machine Learning in Manufacturing ERP: Key Benefits , we discussed the benefits of using AI in manufacturing and how it could be enhanced with an ERP system. While manufacturers are keenly interested in using AI, the main question they have is what are the best use cases for AI in ERP?
These are big data platforms that monitor news sources and assorted databases from governments, financial institutions, ESG NGOs, and other sources to detect when an adverse event has occurred or may be about to occur. Most argue that when the UI is trained with the companys own data, the risk of hallucination is small.
Traditional supply chain planning, which relies on historical data and reactive adjustments, is no longer adequate for managing these challenges. Enterprise resource planning (ERP) systems, while effective for tracking transactions and inventory levels, lack the predictive capabilities needed to anticipate and mitigate risks.
With the development of the digital wave, Robotic Process Automation (RPA) technology has gradually emerged as an important tool in the international logistics industry. Booking Processing : RPA can automatically scan and digitize booking documents in various formats and then automatically enter the data.
5G networks significantly improve data transmission speed, latency, and device connectivity, revolutionizing supply chain operations. This setup allows teams to collaborate in real time, sharing video and diagnostic data across geographies. Next lets look at technical capabilities and applications in the domain.
Multitudes of suppliers, each using different data formats and systems, must somehow coordinate seamlessly. It is a data trust problem. Valencia Port Foundation partnered with IBM to integrate blockchain into its port logistics, enabling secure, trusted data exchange among shippers, customs, and terminal operators.
Set Recovery Targets Define how quickly you need to bounce back (RTO) and how much data you can afford to lose (RPO). Support It With Technology Continuity planning relies on prompt, reliable data. Both are essential. One is about reacting quickly. The other is about recovering well. What Disrupts Supply Chains Today?
Enterprise resource planning (ERP) software can help these challenges by providing a single, integrated platform for managing all aspects of the business and ultimately optimizing production. Making the right choice The right ERP system delivers immense advantages to food and beverage manufacturers seeking to optimize intricate operations.
A lot of people overuse the term, just to say ‘I made something better,’” says Jerry Yurchisin, senior data science strategist with Gurobi , provider of a prescriptive analytics software platform built on decision intelligence technology. That’s an especially valuable tool for dealing with today’s ever-changing tariff schemes.
Nearly everyone started adopting digital solutions, such as software and ERP systems, and today, these processes are just a click away. The only way organizations can manage large-scale operations and ease the workload of their staff, clients, and vendors is by transmitting most data digitally, implementing a robust digital process.
billion rate data points monthly to provide the most comprehensive view of the market, helping you identify savings opportunities and make data-driven decisions. billion rate data points monthly to provide the most comprehensive view of the market, helping you identify savings opportunities and make data-driven decisions.
For instance, fixed slotting strategies assign products to specific locations based on historical data rather than dynamic needs, and hardcoded rules assign specific tasks to workers based on static roles or zones, rather than dynamically allocating tasks based on workload or real-time conditions.
This entails assuring real-time data integration between physical stores, distribution hubs, and digital platforms, as well as developing efficient last-mile methods to match consumers’ demands for speed and convenience. This technique improves efficiency, lowers costs, and enhances supply chain security.
Companies find it difficult to fully trust the data from suppliers, complicating efforts to ensure product authenticity, safety, and ethical sourcing. ERP & SCM Systems (2000s2015): Centralized ERP suites (e.g., When records are centralized, a single error, hack, or failure can lead to significant disruptions.
These days we’ve got much better tools for the job, but the goal’s still the same: getting your deliveries to the right place, at the right time, without driving your costs through the roof or running your drivers into the ground. . “I would begin my shift at 2 p.m. Let’s take a brief look at some of them.
Even digital advancements, like Enterprise Resource Planning (ERP) systems, only partially solve these challenges because they still need centralized oversight and reconciliation. Suppliers of smart contract development tools: Ethereum Foundation, Polkadot, Hyperledger, OpenZeppelin, Chainlink How Smart Contracts Automate Supply Chains 1.
Heating products and electrical cable distributor Pitacs Ltd has selected Forterro’s ERP and Warehouse Management Solution, Orderwise Cloud, to drive automation, improve operational efficiency, enhance ecommerce and support the next stage of the company’s digital transformation.
Designed to integrate seamlessly with enterprise resource planning (ERP) systems through APIs and batch processes, the TMS facilitates smooth data flow and operational efficiency. These tools enhance transportation management by improving forecasting, optimizing logistics processes, and providing greater supply chain visibility.
Not analyzing your shipping data: Patterns in volume and destinations reveal opportunities to consolidate shipments or secure better rates. The tools exist today to streamline operations, lower costs, and enhance customer satisfaction. It was like having to call a travel agent for every flight.
Track key metrics, identify trends, and make data-driven decisions to optimize your performance. Seamless integrations: Connect all your sales channels and tools for a centralized workflow. Seamless integrations: Connect all your sales channels and tools for a centralized workflow. Ready to Transform Your Fashion Fulfillment?
These sophisticated tools provide logistics managers with unprecedented precision and adaptability. How It Works Advanced routing software ingests and analyzes data from diverse sources, such as order management systems, GPS tracking devices, traffic APIs, and even weather forecasts, to generate optimal routes quickly.
Many are investing in tools to automate proof-of-delivery processing, cutting down billing cycles and freeing up teams to focus on higher-value tasks. These tools are helping to reduce wait times, while freeing up human reps for more complex and nuanced conversations. Another common roadblock is disconnected data.
What was once a relationship-based, manual industry has now become a high-speed, data-driven environment where performance, transparency, and speed are everything. They operate across regions, serve thousands of customers, manage diverse carrier networks, and juggle a mountain of operational data.
Market researchers now peg North American TMS growth at roughly 11 percent a year, propelled by brokers eager to replace spreadsheets and legacy on-premise tools. FreightWaves notes that connected platforms eliminate the data silos that once forced manual spot quoting and endless email threads.
Dynamic route optimization (DRO) addresses these shortcomings by continuously adjusting routes based on live data. Dynamic route optimization is the continuous recalculation and refinement of delivery routes using real-time data inputs, ensuring optimal routes and efficiency throughout the delivery lifecycle.
Koganti urged the procurement audience to look for whats referred to as “foresight function” in planning tools, which is capable of enhancing data analysis, scenario generation and trend identification , allowing for more informed and proactive decision-making, albeit with human oversight.
In comparison, only 25% was allocated to SCM and ERP upgrades. Theyre seeking tools that adapt in real time, integrate modularly, and deliver business outcomes, not just feature checklists. Predictive ETAs: Moving beyond static SLAs to intelligent, data-driven arrival forecasting grounded in real-time signals.
Image source: Pexels | How Real-Time Inventory Tracking Can Boost Your Profit in 2025 In today’s fast-moving business environment, real-time inventory tracking has become a critical tool for optimizing operations, cutting costs, and driving profitability. Real-World Example: Take the example of Zara , a global leader in fashion retail.
These emissions span every link in the supply chain, from upstream farming to downstream distribution, creating a complex and often fragmented data landscape.Yet more than half of companies still rely on spreadsheets and manual tools to navigate this complexity. Each stage generates unique data that must be tracked and analyzed.
Disruptions have become the norm, rather than the exception, and the only organizations that can thrive in this new reality are those with the right tools. The fragmentation of data and processes was creating blind spots, inefficiencies, and ultimately, vulnerability to disruption. Everything should be expected and planned for.
This is the largest area of investment for the company outside of ERP. It is a brilliant tool.” SCCN solutions allow trading partners to collaborate across defined trading partner processes based on a common data model. 5000 developers are working on product enhancements and extensions to the SAP spend management suite.
We organize all of the trending information in your field so you don't have to. Join 84,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.


















































Let's personalize your content