This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
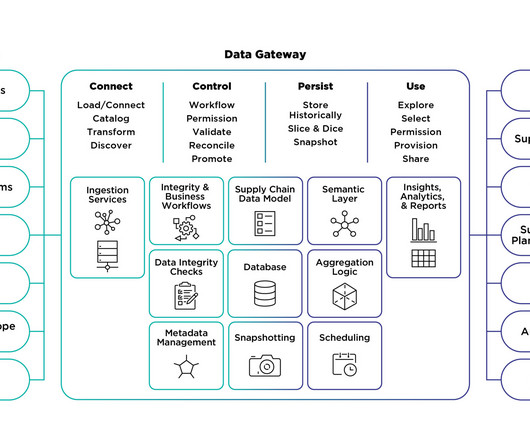
Supply chain practitioners seeking the best way to speed decision intelligence, unify supply chain data, and increase operational efficiency can benefit from a supply chain data gateway. Here are 10 ways a supply chain data gateway can improve your performance across the end-to-end supply chain.
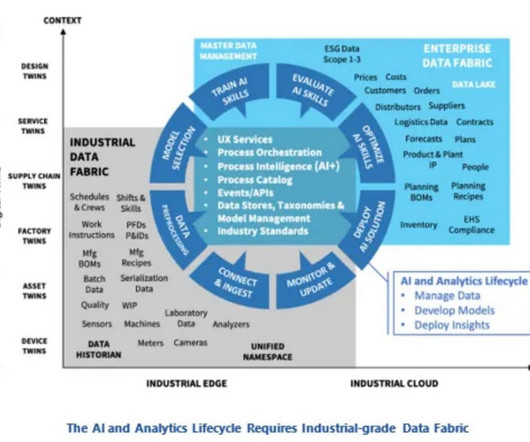
Many global multinationals accelerated their investments in digitizing data during the pandemic. According to Colin Masson, a director of research at ARC Advisory Group, the opportunity to mine these vast quantities of data to achieve business value is “NOW.” Mr. Masson leads ARC’s research on industrial AI and data fabrics.
A single, centralized source of truth for your organizations data is no longer a luxuryits a necessity for businesses seeking to scale efficiently, enhance profitability, and make informed, data-driven decisions. This leads to: Inconsistent reporting: Different branches track data differently, making comparisons difficult.
Data is a big buzzword across industries, but how about when it comes to logistics? William shares how they transform data into critical actionable information that optimizes and powers operations throughout businesses. Beyond The Data with William Sandoval. Our topic is beyond the data with my friend William Sandoval.
Richard is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. About Richard Lebovitz Richard Lebovitz is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. Richard previously founded and led Factory Logic, Inc. acquired by SAP). The Greenscreens.ai
Why Modern Data Warehouses Are No Longer Optional A centralized data warehouse is becoming an essential solution for businesses looking to scale efficiently and optimize operations. It’s no longer just a “nice to have,” but a critical repository for processing vast amounts of business data.
Energy management solutions are products that energy utilities use to produce power and data centers use to consume power. They also produce industrial automation solutions that allow factories to monitor and control production. The supply chain has about 190 factories and 100 distribution centers. Botham explained.
Manufacturers and distributors want to dramatically increase their efficiency, productivity and accuracy through smart technologies, data analytics and connected services. These terms are often used interchangeably, and yet understanding the difference is critical in the move toward smart factories powered by digital technologies.
Supply chain practitioners seeking the best way to speed decision intelligence, unify supply chain data, and increase operational efficiency can benefit from a supply chain data gateway. Here are 10 ways a supply chain data gateway can improve your performance across the end-to-end supply chain.
Manual production lines are switching to automated assemblies and valuable data is being used to discover actionable insights into manufacturing operations. IoT sensors in the supply chain and robotics in factories are fluently available. What does the smart factory mean for business? A connected and flexible digital shop floor.
A practical way that manufacturers can do so is firstly through using data in more comprehensive ways and secondly by embracing digitization to optimize their operations for the future. Optimizing the use of data for manufacturers. Obstacles on the data journey for manufacturers.
This means making factories smarter for the future. Here’s a look into the smart factory and the steps to start the path to one taking advantage of the benefits technology can offer. What is the smart factory? How to create a smart factory. Where does your factory need to make improvements?
Manual production lines are switching to automated assemblies and valuable data is being used to discover actionable insights into manufacturing operations. IoT sensors in the supply chain and robotics in factories are fluently available. What does the smart factory mean for business? A connected and flexible digital shop floor.
As manufacturers and distributors inject their operations with innovative technologies in an effort to transform them into smart factories, a shift in how those factories are staffed has emerged. Reskilling and attracting a smart factory workforce. As factories add smarter tech, they’ll need people to manage it.
The combination of SAP agent technologies and Databricks data fabric solution, sets the stage for end-to-end enterprise orchestration. Databricks offers a Data Intelligence Platform. Databricks type of solution is increasingly being called a data fabric or a data platform built on data fabric principles.
Factories serve local markets. We have all our factories, both in-house and outsourced, all of our distribution centers, and our transportation network on the Blue Yonder foundational system. An iGPU (integrated graphic processing unit) is a current example. The following interview was edited for conciseness.
How can a manufacturing business today become an intelligent and automated ecosystem – a smart factory that drives productivity, performance, and profitability? Smaller manufacturers, for example, have to consider the costs as challenges can become magnified as a business expands. A smarter supply chain with smart factory.
Of course, robotics does not tell the full story, as the world of manufacturing has evolved even further over the last few decades, with the rise of data and smart, autonomous systems. According to Indeed.com , that broad skills set should include digital fluency, big data analytics and even knowledge around technologies such as ERP.
SCCN solutions allow trading partners to collaborate across defined trading partner processes based on a common data model. For example, a buyer might say, “You only shipped me 800 of the 1000 products I ordered.” The structured message sets can connect OEMs, component suppliers, factory operators, and maintenance services providers.
What Celanese has accomplished is the single best example ARC is aware of employing agentic AI and copilots at scale. Maximizing factory throughput is critical. We needed to model the data in a way that we can do simple searching. This ends in a spaghetti approach to data integration. Data does not move.
Supply chain leaders are enthralled with the idea of using big data, but they tend to fail to understand how to disseminate big data in their organization properly. True, they may know how to roll out big data in a single warehouse, or they may have heard their competitors used branded systems for implementing this new technology.
What is Internal Logistics: Importance, Elements and Examples | Image Source: Google Images. For example, the operations manager. This includes, for example, everything related to warehouse and logistics. Computer resources: it is the set of software that allows the management of technical data.
Lets break it down with some examples that hit home: Supplier Diversification : Reflecting on the disruptions caused by the pandemic, companies heavily reliant on Chinese suppliers faced significant challenges. For example, U.S.-based Its not about locking in decade-long deals or crossing your fingers that suppliers stay stable.
Believe it or not, Industry 4.0 — the latest specialization for modern factories and manufacturing plants — does factor into the design and factory layout. And ultimately, the design and factory layout influence all these elements. Lessening downtime will help the systems remain operational and keep the data flowing.
The factory models can include how long it takes to set up a machine, how many units per hour can be made by the machine, how long routine maintenance takes, how many workers are needed, and the hours the plant works, among others. Machine learning is particularly effective when it also uses external downstream data.
Here are examples of the tangible return-on-investment (ROI) ERP can bring to your business: Maintain competitive advantage with ERP. During the pandemic ERP kept industries in operation with its ability to sustain business operations through remote access to data, automated reporting, electronic data exchange, and real-time factory controls.
Automation is the process of minimizing manual labor using machines Automation includes using various equipment and control systems such as factory processes, machinery, boilers, heat-treating ovens, steering, etc. Examples are industrial robots and multipurpose CNC machines.
Looking to real-life examples for inspiration, we can ask, ‘Who does reverse logistics well?’ However, remember that products or subassemblies that never made it out of the factory may need to travel backwards one or more stages along the supply chain. Reverse logistics is therefore worth doing, and worth doing properly.
Planning applications don’t work well if the master data they rely on is not accurate; this is known as the “garbage in, garbage out” problem. Artificial intelligence is beginning to be used to update the data. Lead times, for example, are a critical form of master data for planning purposes.
The problem was that when the planning solution spit out recommendations, and someone in sourcing or someone on the factory floor looked at those recommendations, they just did not believe them. Your inventory levels in the factory are right, your routings are accurate. One example of this is the use of color wheels in the model.
Production uncertainties are caused by unexpected occurrances, such as yields that are different from forecasts, or factory machines that break down. These are also information gaps between what you expect to happen in a factory and what actually happens. What can go wrong on the factory floor will go wrong.
Capacity takes a back seat to production flexibility as the key performance indicator for factory managers. Many manufacturers are now diversifying from a single product line to different manufacturing lines in one factory, each line with its own manufacturing processes. Shared data is critical.
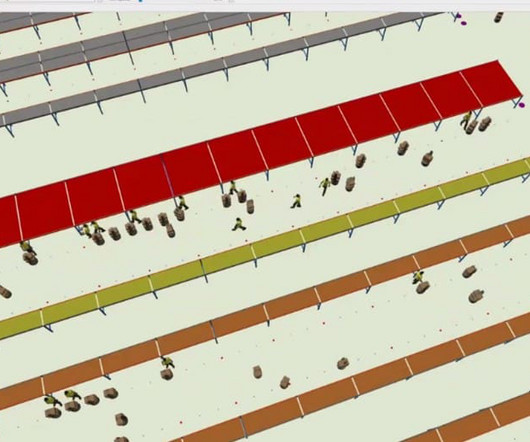
Modeling AMRs is Complex I interviewed Hamid Montazeri, a senior vice president of software engineering, robotics, data science & AI/ML at Locus Robotics. For example, these virtual pickers work in zones and dont go outside those zones. For example, it is not as simple as saying that a bot moves this fast on average.
A MSCN is a collaborative solution for supply chain processes built on a public cloud – many-to-many architecture – which supports a community of trading partners and third-party data feeds. For example, one of the key decisions that a manufacturer needs to make is should they continue to buy goods from one of their suppliers.
And I’ll put even money that if all of the data were known, this process would pass any test for statistical control and we are getting what we should expect from a stable system. In the Factory. “Making an example of someone” might well work for a group for a short time. Their inspectors kept missing defects.
Statista is a German online platform that specializes in data gathering and visualization. I’m going to discard the Statista data because they don’t give an explanation of how they arrived at their numbers. With those eliminations, the JLL and DOE data starts to converge – there is only a difference of about 20,000 warehouses.
In Belcorp’s case they have four factories located in Colombia, Mexico, Peru, and Ecuador. Production flexibility is limited; none of these factories can make all the company’s 1,500 products. For example, go to the Walmart, turn right, and it is the third house on the left. What factory should make a new product?
In warehouses, for example, one solution is labor management. But the difficulty in finding workers has becoming a huge challenge at many factories and warehouses. The already fast-growing market for warehouse robots and flexible factory automation has become supercharged as a result. It is harder to find and retain workers.
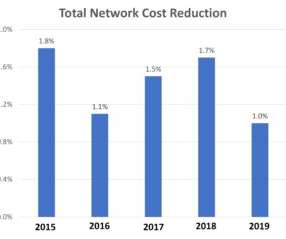
That may mean reshoring eventually, but according to today’s guest post, we also must look at the hard data before we decree that reshoring is in full form yet. . Reshoring Optimism Abound, However, Let’s Look at the Data Now. Just don’t look at actual data. You’ve probably heard the good news.
Bouncing back more quickly, said experts, will require supply chain managers to turn to new ways of managing the supply chain, including using Internet of Things (IoT) data, analytics and machine learning (ML). An AI system needs to be fed data sets to learn how to behave and react. And again, data quality is a huge concern.
Mars uses it to oversee production processes, preventing overfilling in factories, while Michelin leveraged 80,000 simulations for strategic sourcing, saving €10 million annually in logistics and boosting profit margins by 5%.
Like many other large industrial manufacturers, Covestro has been very interested in 5G as a key enabler of the Smart Factory. The vision of the Smart Factory involves using advanced technologies to reach higher levels of safety and efficiency. For example, sensitive production conditions are common in the chemical industry.
For example, running a batch process that now takes 8 hours instead of 12 does not translate into supply chain agility. For impactful scenario planning, planners must spend time on analysis rather than collating data and manually creating scenarios.
Data is stored just like you might sketch ideas on a whiteboard. Those insights are driven from data connections across the vast amounts of data these companies have access to. Planners in China rely on different data sources and operate with different business practices than those in North America.
We organize all of the trending information in your field so you don't have to. Join 84,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.














































Let's personalize your content