This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
Each technician visit, customer interaction and service delivery generates valuable data points. What is a data warehouse? What is a data warehouse? A data warehouse is a comprehensive system that collects, organizes and delivers business information in a way that makes it immediately useful.
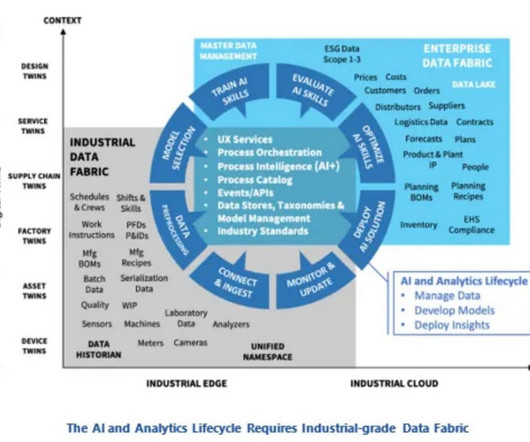
Many global multinationals accelerated their investments in digitizing data during the pandemic. According to Colin Masson, a director of research at ARC Advisory Group, the opportunity to mine these vast quantities of data to achieve business value is “NOW.” Mr. Masson leads ARC’s research on industrial AI and data fabrics.
Data is a big buzzword across industries, but how about when it comes to logistics? William shares how they transform data into critical actionable information that optimizes and powers operations throughout businesses. Beyond The Data with William Sandoval. Our topic is beyond the data with my friend William Sandoval.
The company aims to change this with the expansion of its data fabric portfolio. A supply chain data fabric can help companies augment their supply chain processes. Now companies are trying to collect data from multiple tiers of a supply chain in near real-time. Decisions need to be digitized.
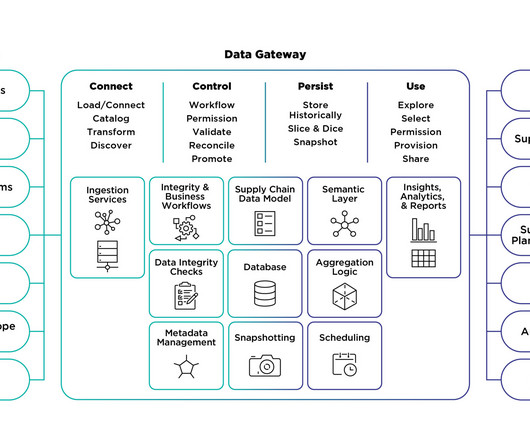
Supply chain practitioners seeking the best way to speed decision intelligence, unify supply chain data, and increase operational efficiency can benefit from a supply chain data gateway. Here are 10 ways a supply chain data gateway can improve your performance across the end-to-end supply chain.
A single, centralized source of truth for your organizations data is no longer a luxuryits a necessity for businesses seeking to scale efficiently, enhance profitability, and make informed, data-driven decisions. This leads to: Inconsistent reporting: Different branches track data differently, making comparisons difficult.
Richard is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. About Richard Lebovitz Richard Lebovitz is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. Richard previously founded and led Factory Logic, Inc. acquired by SAP). The Greenscreens.ai
Supply chain practitioners seeking the best way to speed decision intelligence, unify supply chain data, and increase operational efficiency can benefit from a supply chain data gateway. Here are 10 ways a supply chain data gateway can improve your performance across the end-to-end supply chain.
Every company sits on a wealth of untapped data. On top of that, there are often persistent misconceptions about what it takes to collect, manage and take action on effective data strategy. Thats why were debunking the most common myths about data that might be holding your operation back from digging deeper. The reality?
Why Modern Data Warehouses Are No Longer Optional A centralized data warehouse is becoming an essential solution for businesses looking to scale efficiently and optimize operations. It’s no longer just a “nice to have,” but a critical repository for processing vast amounts of business data.
Energy management solutions are products that energy utilities use to produce power and data centers use to consume power. They also produce industrial automation solutions that allow factories to monitor and control production. The supply chain has about 190 factories and 100 distribution centers. Botham explained.
Manufacturers and distributors want to dramatically increase their efficiency, productivity and accuracy through smart technologies, data analytics and connected services. These terms are often used interchangeably, and yet understanding the difference is critical in the move toward smart factories powered by digital technologies.
Manual production lines are switching to automated assemblies and valuable data is being used to discover actionable insights into manufacturing operations. IoT sensors in the supply chain and robotics in factories are fluently available. What does the smart factory mean for business? A connected and flexible digital shop floor.
MES vs MOM The term MES (Manufacturing Execution System) was first used by analysts in the 1990s to describe a category of software that defined a system that tracks and monitors the production of manufactured goods on a factory floor. Using these two terms gets some people confused. What is an MES?
This means making factories smarter for the future. Here’s a look into the smart factory and the steps to start the path to one taking advantage of the benefits technology can offer. What is the smart factory? How to create a smart factory. Where does your factory need to make improvements?
A practical way that manufacturers can do so is firstly through using data in more comprehensive ways and secondly by embracing digitization to optimize their operations for the future. Optimizing the use of data for manufacturers. Obstacles on the data journey for manufacturers.
Manual production lines are switching to automated assemblies and valuable data is being used to discover actionable insights into manufacturing operations. IoT sensors in the supply chain and robotics in factories are fluently available. What does the smart factory mean for business? A connected and flexible digital shop floor.
As manufacturers and distributors inject their operations with innovative technologies in an effort to transform them into smart factories, a shift in how those factories are staffed has emerged. Reskilling and attracting a smart factory workforce. As factories add smarter tech, they’ll need people to manage it.
The combination of SAP agent technologies and Databricks data fabric solution, sets the stage for end-to-end enterprise orchestration. Databricks offers a Data Intelligence Platform. Databricks type of solution is increasingly being called a data fabric or a data platform built on data fabric principles.
How can a manufacturing business today become an intelligent and automated ecosystem – a smart factory that drives productivity, performance, and profitability? For the manufacturing business as they transform, the value of ERP begins with: Bespoke solutions for smart factory. A smarter supply chain with smart factory.
Smart factories are growing in prominence as continued supply chain disruptions and pressures from the 4 th Industrial Revolution make embracing technology a necessity for manufacturers. This blog will look closely at the 6 most pressing challenges posed by smart factories and how an ERP system can help you overcome them.
5G networks significantly improve data transmission speed, latency, and device connectivity, revolutionizing supply chain operations. This setup allows teams to collaborate in real time, sharing video and diagnostic data across geographies. Next lets look at technical capabilities and applications in the domain.
The area of AI that manufacturers need to explore to drive their factories into the future is machine learning (ML). What is Machine Learning ML is the computing engine behind AI and gives computers the ability to make sense of, and learn, from data to perform specific tasks without manual interference. The Industry 4.0
Sam is the Founder and CEO of Kargo , a San Francisco tech firm that is on a mission to make factory operations as intuitive and responsive as reading Google Maps. In October 2019, Sam founded Kargo with a vision to build the universal data layer between the physical world of freight and the digital ecosystem that manages it.
Of course, robotics does not tell the full story, as the world of manufacturing has evolved even further over the last few decades, with the rise of data and smart, autonomous systems. According to Indeed.com , that broad skills set should include digital fluency, big data analytics and even knowledge around technologies such as ERP.
In short, Apple plans to commit $500 billion in the US over the next four years, hire 20,000 new employees, and expand to their additional 24 factories producing silicon for Apple products. Infrastructure Upgrades Apples plan to upgrade and expand its infrastructure includes significant investments in data centers and other facilities.
Manufacturers increasingly turning to data and analytics, from an ERP system, to support business initiatives. Data is after all the fuel that runs the Fourth Industrial Revolution. Challenges to using data. Many manufacturers are data-rich but when it comes to using it they are insight-poor.
Nulogy, a provider of manufacturing supply chain solutions, has announced its strategic acquisition of Mingo Smart Factory, a leader in manufacturing productivity technology. Our combined capabilities will provide external manufacturing supply chains with a premier platform purpose-built for their success.”
Traditional supply chain planning, which relies on historical data and reactive adjustments, is no longer adequate for managing these challenges. When unexpected disruptions occura factory shutdown, a shipping delay, or a supply shortagethese models provide little flexibility.
Data centers, electric vehicle charging, and heat pumps are the major new loads for the power grid with new innovations in DC power networks. And warehouses and factories increasingly utilize solar panels. Warehouses and factories can integrate solar panels and wind turbines to lower energy costs and carbon footprints.
By integrating Nauto’s AI-powered Video Event Data Recorder (VEDR) solution with Beans.ai’s precision location data and micro-routing technology, the collaboration offers a comprehensive solution tailored to meet the needs of last-mile deliveries, including VEDR compliance. Nauto and Beans.ai
Factories have changed hugely in the past 50 years. The smart factory The smart factory represents a transformational change from traditional practices to a connected and flexible system. The smart factory The smart factory represents a transformational change from traditional practices to a connected and flexible system.
Factories serve local markets. We have all our factories, both in-house and outsourced, all of our distribution centers, and our transportation network on the Blue Yonder foundational system. The sales team can go have those conversations, with real-time lead times and even the factory the product will ship from, with customers.
Edge Hardware: The battle for edge hardware also intensified in 2024, as companies sought to deploy AI capabilities closer to the source of data. These developments help enable real-time data processing, reduce the reliance on cloud connectivity, and democratize access to advanced AI technologies in industrial and robotic contexts.
Maximizing factory throughput is critical. For example, if an asset issue was detected, solving that issue could involve multiple applications used by multiple people, seeing different information, entering different data, bouncing emails and texts back and forth, and moving information from one place to another. Data does not move.
Factory fires were the most frequent event type in the first half of 2018. In addition to natural disasters, factory fires continued to be a significant threat to supply chains. . Factory fires were the most frequent event type in the first half of 2018. . Printer-friendly version.
SCCN solutions allow trading partners to collaborate across defined trading partner processes based on a common data model. The structured message sets can connect OEMs, component suppliers, factory operators, and maintenance services providers. SAP’s Business Network is a supply chain collaboration network.
Due to the previous surge of China as the world’s factory over the last two decades, much of the global carriers’ business has revolved around transporting cargo between the U.S. And that’s why it’s important for carriers to apply data and enable predictive freight rating through these five requirements. Download the White Paper.
in which factories are digitally transformed, manual processes are replaced with automated systems, and factories and supply chains are smarter. The digital factory. Manufacturers thriving on data. Digital factory. Leveraging the data ocean. It is not enough, though, just to collect data.
According to data released by Resilinc, a global leader in the supply chain risk monitoring space, human-caused supply chain disruptions are rising overall, with the amount of factory fires up 150% (when comparing the first half of 2021 to the first half of 2020).
We organize all of the trending information in your field so you don't have to. Join 84,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.

















































Let's personalize your content