This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
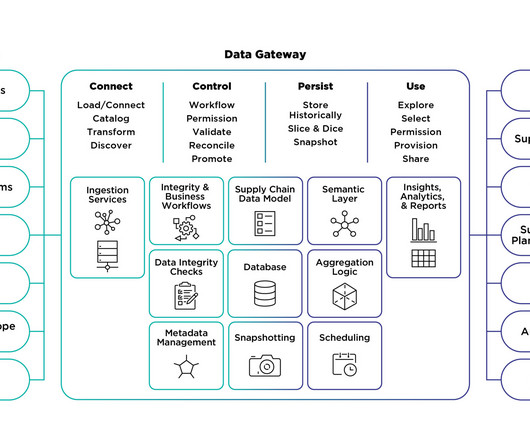
Supply chain practitioners seeking the best way to speed decision intelligence, unify supply chain data, and increase operational efficiency can benefit from a supply chain data gateway. Here are 10 ways a supply chain data gateway can improve your performance across the end-to-end supply chain.
Data is a big buzzword across industries, but how about when it comes to logistics? William shares how they transform data into critical actionable information that optimizes and powers operations throughout businesses. Beyond The Data with William Sandoval. How is it going, William? They want action.
Supply chain practitioners seeking the best way to speed decision intelligence, unify supply chain data, and increase operational efficiency can benefit from a supply chain data gateway. Here are 10 ways a supply chain data gateway can improve your performance across the end-to-end supply chain.
Energy management solutions are products that energy utilities use to produce power and data centers use to consume power. They also produce industrial automation solutions that allow factories to monitor and control production. The supply chain has about 190 factories and 100 distribution centers. Botham explained.
Manufacturers and distributors want to dramatically increase their efficiency, productivity and accuracy through smart technologies, data analytics and connected services. These terms are often used interchangeably, and yet understanding the difference is critical in the move toward smart factories powered by digital technologies.
Smart factories are growing in prominence as continued supply chain disruptions and pressures from the 4 th Industrial Revolution make embracing technology a necessity for manufacturers. This blog will look closely at the 6 most pressing challenges posed by smart factories and how an ERP system can help you overcome them.
This means making factories smarter for the future. However, many manufacturers and distributors don’t know where to start and how to structure their approach to embark on the journey to digital transformation. What is the smart factory? How to create a smart factory. It’s important to first to set objectives.
A practical way that manufacturers can do so is firstly through using data in more comprehensive ways and secondly by embracing digitization to optimize their operations for the future. Optimizing the use of data for manufacturers. Obstacles on the data journey for manufacturers.
Believe it or not, Industry 4.0 — the latest specialization for modern factories and manufacturing plants — does factor into the design and factory layout. And ultimately, the design and factory layout influence all these elements. Lessening downtime will help the systems remain operational and keep the data flowing.
Manufacturers increasingly turning to data and analytics, from an ERP system, to support business initiatives. Data is after all the fuel that runs the Fourth Industrial Revolution. Challenges to using data. Many manufacturers are data-rich but when it comes to using it they are insight-poor.
Supply chain leaders are enthralled with the idea of using big data, but they tend to fail to understand how to disseminate big data in their organization properly. Ask Traditional Questions, and Let Big Data Provide Answers. However, the fundamental problem remains. Increasing order efficiency. Demand forecasts.
An ERP application consists of a wide range of elements, including processes and workflow, master data, and hardware and network infrastructure. Physical security — A server in an office or a factory can be accessed, damaged or even stolen. That is why the cloud is a better security solution.
With one universal touchpoint, businesses can have full visibility of inventory levels along with backend systems to handle procurement and sourcing policy changes, distribution, and lead time planning as well as analytics providing data real-time to support improved decision-making. Maintaining competitive advantage.
in which factories are digitally transformed, manual processes are replaced with automated systems, and factories and supply chains are smarter. The digital factory. Manufacturers thriving on data. Digital factory. Leveraging the data ocean. It is not enough, though, just to collect data.
The problem is that many factories are limited in this area because they have older legacy equipment. Therefore collecting and using data about the operations of these machines has seemed difficult, requiring expensive upgrades. How to instrument older plant equipment for MOM. Implementing low-cost equipment sensors.
Machine learning (ML): Using algorithms and data to detect patterns without being explicitly programmed to do so automatically. ML and DL are mainly used in data analysis, classification, clustering, and ranking. GenAI systems are trained on massive amounts of text data to understand and generate human-like language.
However, with this year’s volatility, I was also given a front-row seat to a new level of hyper collaboration – including individuals going out of their way to help each other, more strategy sessions between shippers and forwarders, and continually leaning into historical data and current market insights to find smarter solutions.
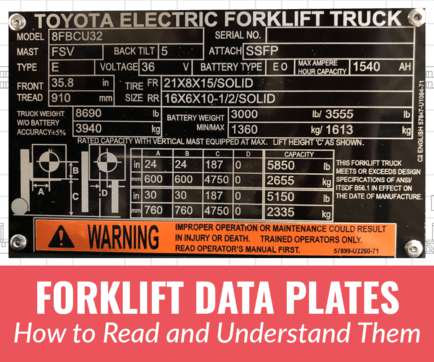
This article has everything you need to know about forklift data plates, including: What a data plate is. How to read a forklift data plate. What Is a Forklift Data Plate? Where Is the Forklift Data Plate? Why Is the Data Plate Important? Can You Operate a Forklift Without a Data Plate?
Industrial IoT and big data are converging to enable demand-driven 'smart supply chains.' According to industry standard ASTM F2792-10 , AM is defined as, "The process of joining materials to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing technologies.".
Even if your transportation management system ( TMS ) is ingesting carrier EDI information directly, the data you receive is often hours after that fact, leaving you to “best-guess” actual delivery times. It collects and stores data from a variety of sources. Customer satisfaction suffers. And in some cases, service penalties ensue.
Bouncing back more quickly, said experts, will require supply chain managers to turn to new ways of managing the supply chain, including using Internet of Things (IoT) data, analytics and machine learning (ML). An AI system needs to be fed data sets to learn how to behave and react. And again, data quality is a huge concern.
How to Improve Forecast Accuracy for Optimal Inventory. The products are dispatched straight from the factory and typically arrive within 48 hours of raising a purchase order. How to Calculate Economic Order Quantity. How to Reduce Minimum Order Quantities. The cost of ordering (per order) that particular SKU.
In Belcorp’s case they have four factories located in Colombia, Mexico, Peru, and Ecuador. Production flexibility is limited; none of these factories can make all the company’s 1,500 products. For consumers in metro areas located close to their factories, there is a one-day lead time. What factory should make a new product?
Manufacturing Operations Management (MOM) together with an ERP system allows manufacturers to collect the data, visualize and analyze it, and make decisions. But to understand how to do that requires information, and therefore the question is how to get accurate data to check that the plant, and the people on the shop floor, are performing?
As per the ATRI data, the overall marginal expenses for trucking marked a significant of 21% increase in the year 2023. So let’s dive in, and figure out how to do it with Log-hub’s solutions. In the input data, you’ll encounter three tables: factories, warehouses, and customers.
Getting costs under control is important for a good return on capital investment and to ensure factory equipment is operating at optimum capacity and profitability. Modern machinery is commonly fitted with real-time sensors but these are not very useful if there is no way to view and action the data from the sensors.
Logistics Business magazine, together with the Information Factory, have produced a 7 page digital magazine on data in transport logistics. Editor Peter MacLeod talks to iFactory CEO Robert Jordan to understand how transport businesses can drive up profitability by adopting a data-driven approach.
In 2018 a Forbes magazine published an article entitled “Every company is a data company” in which the authors urged all companies to use data as a core asset. That is now becoming a reality as businesses come to realize that data is the most significant asset they possess. Growth of IIoT. Supply chain.
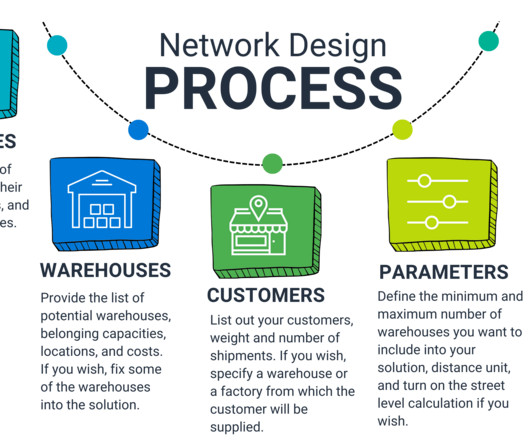
At the end of 2019 that supply chain covered 38 PMI owned factories, 28 third party manufacturers, and more than 180 markets. Network design and optimization tools help companies understand how to best leverage enterprise assets across their supply chain networks and where their production volumes should be optimally located.
Cloud ERP Data is a business asset. And in the digital age, it is essential for every company to become data-driven. Data is what turns insight into innovation and volume into value and that makes it powerful. Secondly, a number of security breaches occur because of outdated networks or systems within data centres.
The Internet of Things (IoT) seems to be popping up in more conversations throughout the entire supply chain , and more businesses have turned towards IoT experts for guidance on how to take advantage of its benefits. The Internet radically changed how the world communicates. Automated Data Transfers.
Networked production processes and digital factories provide an important key to securing Germany’s competitiveness and innovative strength as a business centre. An associated lighthouse project is IC4F (Industrial Communications for Factories), in which the Hamburg intralogistics company STILL is playing a major role.
Those factories with essentially zero inventory of critical components were forced to close or drastically scale back. Utilize a TMS That provides real-time data to remain agile. Many companies rely on data that may lag several days. During a crisis, that’s entirely too late.
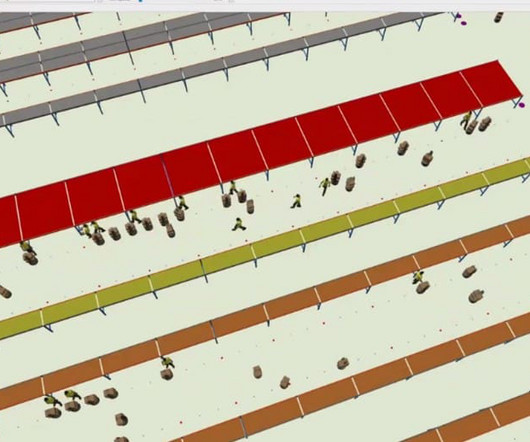
Modeling AMRs is Complex I interviewed Hamid Montazeri, a senior vice president of software engineering, robotics, data science & AI/ML at Locus Robotics. Simulation, Mr. Montazeri explained, is an approximate representation of how a physical system works in the real world.
In the context of manufacturing processes, AI revolves around the following technologies: Machine learning: Using algorithms and data to automatically detect patterns without being explicitly programmed to do so. Deep learning: A subset of machine learning that uses neural networks to identify objects like images and videos.
Orders can be cancelled, rush orders come in, factory machines go down, port congestion occurs, and so forth. Aera is using data crawlers to crawl across billions of rows of transactional data on a monthly basis. This is combined with data from external sources on weather, logistics lead times, and sustainability performance.
Every factory runs on the back of hundreds of specialized skills, some of which take a long time to master. Are you thinking digital fluency, critical thinking and collaboration? If not, you should be. The skills gap in manufacturing Manufacturing is an industry of skills.
If asked about their work, many procurement managers will say they are ensuring orders are placed properly, that they are controlling the stock and making sure that there is stock on hand so that the factory doesn’t stop. This is typically done by forecasting based on historical data. This meets all their key performance areas.
This article will show you the difference between these types of inventory and how to calculate Work in Process inventory. As soon as they are pulled from the back room onto the factory floor (or into your hands if you’re making the hats yourself) they become Work in Process (WIP) inventory. How to Calculate Inventory Assets.
Drive efficiencies by optimising data exchange and delivering real-time actionable insights. Brady ’s Intelligent Manufacturing solutions connect all your manufacturing assets for real-time production management, advanced data analytics and unmatched business insights. How to optimally leverage its power? Get started now!
Let’s take a closer look at seven sins of supply chain management and how to avoid them. Factors including climate and inaccurate manifests may lead to deadheading, but with immediate, location-based data combined with a powerful network, it can be averted. In alphabetical order they are: 1. Back Order. Inbound Ignorance.
Manufacturers can offer a reactive service, performing repair work either in the field or in a factory, but customers usually prefer a technician to come and work on something before its breaks. It will lay the foundation for additional services and generate data that enables manufacturers to understand their customers’ needs.
How To Overcome Supply Chain Disruption. The average cost of a data breach reached $3.86 Those factories with essentially zero inventory of critical components were forced to close or drastically scale back. Utilize a TMS That provides real-time data to remain agile. Many companies rely on data that may lag several days.
Examples of overhead costs In the manufacturing industry , examples of overhead costs include: Rent for the factory building Utility bills Equipment maintenance costs Factory supervisors’ salaries These costs are necessary to keep the production facility running smoothly. Get Started With ServMan Software!
We organize all of the trending information in your field so you don't have to. Join 84,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.














































Let's personalize your content