This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
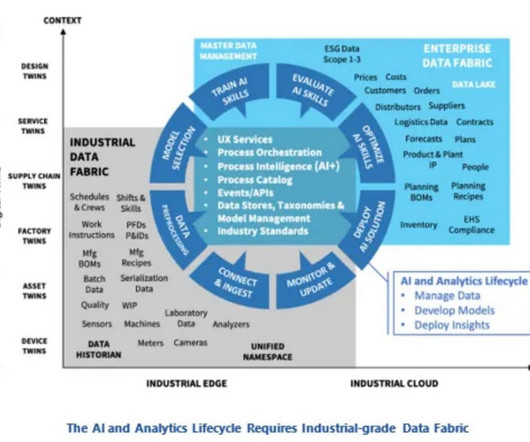
Many global multinationals accelerated their investments in digitizing data during the pandemic. According to Colin Masson, a director of research at ARC Advisory Group, the opportunity to mine these vast quantities of data to achieve business value is “NOW.” Mr. Masson leads ARC’s research on industrial AI and data fabrics.
The company aims to change this with the expansion of its data fabric portfolio. A supply chain data fabric can help companies augment their supply chain processes. A production plan from an IBP meeting should be considered a rough-cut long-term plan, merely the best estimation of what was likely, not something written in stone.
Data is a big buzzword across industries, but how about when it comes to logistics? William shares how they transform data into critical actionable information that optimizes and powers operations throughout businesses. Beyond The Data with William Sandoval. Our topic is beyond the data with my friend William Sandoval.
Manufacturers and distributors want to dramatically increase their efficiency, productivity and accuracy through smart technologies, data analytics and connected services. These terms are often used interchangeably, and yet understanding the difference is critical in the move toward smart factories powered by digital technologies.
Why Modern Data Warehouses Are No Longer Optional A centralized data warehouse is becoming an essential solution for businesses looking to scale efficiently and optimize operations. It’s no longer just a “nice to have,” but a critical repository for processing vast amounts of business data.
A meeting between two pioneers during a cocktail party in 1956 turned out to be a defining moment in the world of manufacturing. Of course, robotics does not tell the full story, as the world of manufacturing has evolved even further over the last few decades, with the rise of data and smart, autonomous systems. The post Industry 4.0:
Manual production lines are switching to automated assemblies and valuable data is being used to discover actionable insights into manufacturing operations. IoT sensors in the supply chain and robotics in factories are fluently available. What does the smart factory mean for business? A connected and flexible digital shop floor.
Manual production lines are switching to automated assemblies and valuable data is being used to discover actionable insights into manufacturing operations. IoT sensors in the supply chain and robotics in factories are fluently available. What does the smart factory mean for business? A connected and flexible digital shop floor.
By integrating Nauto’s AI-powered Video Event Data Recorder (VEDR) solution with Beans.ai’s precision location data and micro-routing technology, the collaboration offers a comprehensive solution tailored to meet the needs of last-mile deliveries, including VEDR compliance. Nauto and Beans.ai
Often, teams think they also need plenty of clean and accurate data to do it right. We have 3 factories, one in USA, one in China and one in the Netherlands (in the city of Edam). We have worldwide demand for all kinds of products and services and as I mentioned before, we have 3 different factories.
The factory models can include how long it takes to set up a machine, how many units per hour can be made by the machine, how long routine maintenance takes, how many workers are needed, and the hours the plant works, among others. The ability to meet that demand can be less than expected. This would be a three-way tradeoff.
Due to the previous surge of China as the world’s factory over the last two decades, much of the global carriers’ business has revolved around transporting cargo between the U.S. And that’s why it’s important for carriers to apply data and enable predictive freight rating through these five requirements. Download the White Paper.
Often, teams think they also need plenty of clean and accurate data to do it right. We have 3 factories, one in USA, one in China and one in the Netherlands (in the city of Edam). We have worldwide demand for all kinds of products and services and as I mentioned before, we have 3 different factories.
Increasingly it is recognized that the executive planning meetings, that typically take place once a month, should be chaired by a top floor executive – a chief financial officer, chief operations officer, or even chief executive officer. Your inventory levels in the factory are right, your routings are accurate.
Getting costs under control is important for a good return on capital investment and to ensure factory equipment is operating at optimum capacity and profitability. Modern machinery is commonly fitted with real-time sensors but these are not very useful if there is no way to view and action the data from the sensors.
A company with one factory and one DC, reorganizing the location and duties of the facilities, will have little opportunity to drive much in the way of payback from a network design solution. Scenarios are run, and the low-cost network that best meets customer service objectives is selected. The project took close to nine months.
During the pandemic ERP kept industries in operation with its ability to sustain business operations through remote access to data, automated reporting, electronic data exchange, and real-time factory controls. Initiatives that will meet your ROI as a CEO will be guided by and from the factory floor data itself.
Pure Storage, a public company headquartered in Mountain View California in the US, manufactures flash-based storage for data centers. Pure Storage operates the hardware with proprietary deduplication and compression software to improve the amount of data that can be stored on each drive. I’m a factory rat,” Mr. Fitzgerald declared.
Often, teams think they also need plenty of clean and accurate data to do it right. We have 3 factories, one in USA, one in China and one in the Netherlands (in the city of Edam). We have worldwide demand for all kinds of products and services and as I mentioned before, we have 3 different factories.
Magna Steyr’s vehicle assembly plant in the Austrian city of Graz is not a typical automotive factory; the site, which in 2018 brought its cumulative total production tally to 3.5m has been rebadged as ‘Smart Factory by Magna Steyr’. vehicles, produces vehicles under contract for OEMs such as Daimler, BMW and Jaguar Land Rover.
Mars uses it to oversee production processes, preventing overfilling in factories, while Michelin leveraged 80,000 simulations for strategic sourcing, saving €10 million annually in logistics and boosting profit margins by 5%.
The cargo volume at Shanghai port decreased significantly in April, as many factories closed, warehouses closed, and transportation options were limited. Authorities sought to meet a specific prevention target by April 20th, but only two districts were able to do so.
Data is stored just like you might sketch ideas on a whiteboard. Those insights are driven from data connections across the vast amounts of data these companies have access to. Planners in China rely on different data sources and operate with different business practices than those in North America.
Svend Lassen, head of reporting & data analytics for commercial and supply chain at Tata Steel Europe, explained that there needs to be a clear understanding of how any digital project will improve margins before the project is approved. “We Planners come up with data-proven forecasts on what the market may buy.
SYSPRO ’s 2020 survey, The Inflection Point for the Factory of the Future , showed that only about one-third (38%) of manufacturers’ business systems had enabled them to meet the challenges posed by the COVID-19 pandemic. Finance and production can’t be working off different data sets. The pandemic made that impossible.
The integrated business plan is at the heart of balancing projected demand with the capacity needed to meet that demand. They need supply planning capable of concurrent planning, multi-enterprise supply chain networks, real-time supply chain alerts across an n-tier supply chain, and a data lake. The Data Lake.
Less need for specialized IT and shorter development cycles – The current supply of software engineers or coding specialists is unable to meet business demand, as we know experienced developers are hard to hire. Needs to fit in your long-term strategy – Manufacturers should focus on configuring solutions to meet their unique business needs.
At the end of 2019 that supply chain covered 38 PMI owned factories, 28 third party manufacturers, and more than 180 markets. The objective is to meet the service level goal with a network design that optimizes the costs across the manufacturing supply chain. It was predictable. PMI looked at four different solutions in late 2018.
Making the situation worse, trucking companies haven’t been able to hire back enough drivers to meet demand. T he goal is to have the minimum amount of inventory on hand (plus a safety stock) to meet demand. . This means you can verify all the data you need to make accurate buying and manufacturing decisions.
was first coined in Germany in 2011 in response to a wave of new technological innovations including advances in AI, ML and cloud computing as well as data analytics. needs to evolve to meet industry 4.0 This employee has access to real-time data to turn decision-making on its head. to meet the factory of the future.
The fabricated metals industry operates with a low margin in a highly competitive market and material availability, production schedules and workforce skills must align to meet customer expectations. Challenge: Meeting unique customer requirements. Challenge: Skills gap on the factory floor.
The key to meeting customer demands lies in utilizing last-mile optimization software for tracking orders in real-time. Plans of action aided by the use of last-mile optimization software help to delegate assets, between factory and warehouse operations and manpower. Choosing Last Mile Optimization Software.
This transformation seeks to use data, digital ecosystems, and AI to enhance data driven decision-making. In terms of the commercial operation, it seeks to provide greater value to dealer customers by arming their sales representatives with more actionable data on what the dealers will likely need to order. billion in 2023.
With one universal touchpoint, businesses can have full visibility of inventory levels along with backend systems to handle procurement and sourcing policy changes, distribution, and lead time planning as well as analytics providing data real-time to support improved decision-making. Maintaining competitive advantage.
Planning applications don’t work well if the master data they rely on is not accurate; this is known as the “garbage in, garbage out” problem. Artificial intelligence is beginning to be used to update the data. Lead times, for example, are a critical form of master data for planning purposes.
Nearly every new piece of equipment or technology is inherently imbued with data capture and processing capabilities. This simple fact is revolutionizing factory floors. Big Data Accessibility Will Drive Innovation and Change. Take a moment to think about Big Data. Metrics are like Big Data; they can appear useless.
Those industries include data communications, medical, industrial, automotive and consumer electronics. But more than half of their shipments – including a significant portion that begin at factories in Asia – travel across oceans or continents These long-distance shipments go by ocean, air, or rail. What’s Next?
was first coined in Germany in 2011 in response to a wave of new technological innovations including advances in AI, ML and cloud computing as well as data analytics. needs to evolve to meet industry 4.0 This employee has access to real-time data to turn decision-making on its head. to meet the factory of the future.
By incorporating these elements, firms can enhance operational efficiency, reduce risks, and meet customer expectations. Whether it’s a delay at a supplier’s factory or a transportation hiccup, knowing about these issues in advance allows companies to take corrective actions early, thus minimizing their impact.
By centralizing data through an ERP system, SME teams always have the information they need to hand, in one place, which can improve business decision-making because critical data like inventory levels, sales data and financial reports are easily accessible across the business in a standardised format.
Although it’s easy to attribute these difficulties to the Covid-19 pandemic, there is far more to the current crisis than first meets the eye. While the short-term plans focus on safety stocks throughout the supply chain (in most cases, the priority to keep the factories fully operational remains). Use data to improve operations.
In a world where the only constant is change, manufacturing and distribution businesses now need three essential ingredients (including specialist ISV solutions) to set sail on the right path: The reliability of a core ERP system that provides centralized and real-time data insights.
We experience such diverse supply chain disruptions that tracking the data on U.S. The new problems stem from the recent port lockdowns, factory closures in Asia, a slow down in production, and mixed signals on U.S. The shipping ecosystem is ever-changing. consumer demand despite increasing inflation. Let’s not forget U.S.
Orders can be cancelled, rush orders come in, factory machines go down, port congestion occurs, and so forth. Aera is using data crawlers to crawl across billions of rows of transactional data on a monthly basis. This is combined with data from external sources on weather, logistics lead times, and sustainability performance.
We organize all of the trending information in your field so you don't have to. Join 84,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.



















































Let's personalize your content