This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
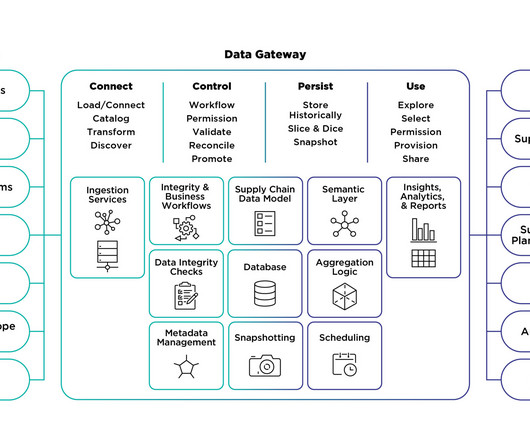
Supply chain practitioners seeking the best way to speed decision intelligence, unify supply chain data, and increase operational efficiency can benefit from a supply chain data gateway. Here are 10 ways a supply chain data gateway can improve your performance across the end-to-end supply chain.
A single, centralized source of truth for your organizations data is no longer a luxuryits a necessity for businesses seeking to scale efficiently, enhance profitability, and make informed, data-driven decisions. This leads to: Inconsistent reporting: Different branches track data differently, making comparisons difficult.
Data is a big buzzword across industries, but how about when it comes to logistics? In this episode, Joe Lynch sits down with William Sandoval , the Senior Vice President of Product Management and Strategy at PowerFleet Inc. Beyond The Data with William Sandoval. Our topic is beyond the data with my friend William Sandoval.
Richard is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. About Richard Lebovitz Richard Lebovitz is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. Richard previously founded and led Factory Logic, Inc. acquired by SAP). The Greenscreens.ai
Why Modern Data Warehouses Are No Longer Optional A centralized data warehouse is becoming an essential solution for businesses looking to scale efficiently and optimize operations. It’s no longer just a “nice to have,” but a critical repository for processing vast amounts of business data.
manufacturer I know saw their import costs jump overnight, forcing a rethink of a decade-old sourcing strategy. A Fortune 500 retailer, for instance, reduced its procurement cycle time by 30% by leveraging an AI-driven tool to analyze supplier data efficiently.
Manufacturers and distributors want to dramatically increase their efficiency, productivity and accuracy through smart technologies, data analytics and connected services. These terms are often used interchangeably, and yet understanding the difference is critical in the move toward smart factories powered by digital technologies.
Supply chain practitioners seeking the best way to speed decision intelligence, unify supply chain data, and increase operational efficiency can benefit from a supply chain data gateway. Here are 10 ways a supply chain data gateway can improve your performance across the end-to-end supply chain.
Manual production lines are switching to automated assemblies and valuable data is being used to discover actionable insights into manufacturing operations. IoT sensors in the supply chain and robotics in factories are fluently available. What does the smart factory mean for business? A connected and flexible digital shop floor.
This means making factories smarter for the future. Here’s a look into the smart factory and the steps to start the path to one taking advantage of the benefits technology can offer. What is the smart factory? How to create a smart factory. Where does your factory need to make improvements?
Manual production lines are switching to automated assemblies and valuable data is being used to discover actionable insights into manufacturing operations. IoT sensors in the supply chain and robotics in factories are fluently available. What does the smart factory mean for business? A connected and flexible digital shop floor.
MES vs MOM The term MES (Manufacturing Execution System) was first used by analysts in the 1990s to describe a category of software that defined a system that tracks and monitors the production of manufactured goods on a factory floor. However, it should be noted that certain vendors refer to MES because it is familiar. What is an MES?
How can a manufacturing business today become an intelligent and automated ecosystem – a smart factory that drives productivity, performance, and profitability? The more technology shifts manufacturing structures, systems and strategies, the more business-critical ERP becomes, and proper techniques are needed to make processes more efficient.
Traditional supply chain planning, which relies on historical data and reactive adjustments, is no longer adequate for managing these challenges. When unexpected disruptions occura factory shutdown, a shipping delay, or a supply shortagethese models provide little flexibility.
Of course, robotics does not tell the full story, as the world of manufacturing has evolved even further over the last few decades, with the rise of data and smart, autonomous systems. According to Indeed.com , that broad skills set should include digital fluency, big data analytics and even knowledge around technologies such as ERP.
Measuring your output will enable you to develop strategies toward reducing your output, and show your customers the progress you’re making. Sustainability Strategies for Ecommerce Businesses You’re not going to become a sustainable company overnight, so it’s best to attack the problem a little at a time.
Manufacturers increasingly turning to data and analytics, from an ERP system, to support business initiatives. Data is after all the fuel that runs the Fourth Industrial Revolution. Challenges to using data. Many manufacturers are data-rich but when it comes to using it they are insight-poor.
Supply chain leaders are enthralled with the idea of using big data, but they tend to fail to understand how to disseminate big data in their organization properly. True, they may know how to roll out big data in a single warehouse, or they may have heard their competitors used branded systems for implementing this new technology.
By integrating Nauto’s AI-powered Video Event Data Recorder (VEDR) solution with Beans.ai’s precision location data and micro-routing technology, the collaboration offers a comprehensive solution tailored to meet the needs of last-mile deliveries, including VEDR compliance. Nauto and Beans.ai
Lauren is a seasoned maritime attorney and the founder of Squall Strategies , a boutique maritime consulting and legal solutions company and offers a wide range of consulting services to serve a variety of businesses and clients. Beagen is a seasoned maritime attorney and the founder of Squall Strategies, LLC. About Squall Strategies.
in which factories are digitally transformed, manual processes are replaced with automated systems, and factories and supply chains are smarter. The digital factory. Manufacturers thriving on data. Digital factory. As manufacturers invest in new technology equipment, it is going to enable smarter manufacturing.
Due to the previous surge of China as the world’s factory over the last two decades, much of the global carriers’ business has revolved around transporting cargo between the U.S. And that’s why it’s important for carriers to apply data and enable predictive freight rating through these five requirements. Download the White Paper.
The factory models can include how long it takes to set up a machine, how many units per hour can be made by the machine, how long routine maintenance takes, how many workers are needed, and the hours the plant works, among others. Machine learning is particularly effective when it also uses external downstream data.
Machine learning (ML): Using algorithms and data to detect patterns without being explicitly programmed to do so automatically. ML and DL are mainly used in data analysis, classification, clustering, and ranking. GenAI systems are trained on massive amounts of text data to understand and generate human-like language.
A company with one factory and one DC, reorganizing the location and duties of the facilities, will have little opportunity to drive much in the way of payback from a network design solution. Many scenarios were necessary because the way goods flowed from factories to DCs and from DCs out to customers were quite complex.
In Belcorp’s case they have four factories located in Colombia, Mexico, Peru, and Ecuador. Production flexibility is limited; none of these factories can make all the company’s 1,500 products. For consumers in metro areas located close to their factories, there is a one-day lead time. What factory should make a new product?
Industrial IoT and big data are converging to enable demand-driven 'smart supply chains.' According to industry standard ASTM F2792-10 , AM is defined as, "The process of joining materials to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing technologies.".
During the pandemic ERP kept industries in operation with its ability to sustain business operations through remote access to data, automated reporting, electronic data exchange, and real-time factory controls. ERP to drive business strategy and insights. Use ERP to improve operations and efficiency.
In 2018 a Forbes magazine published an article entitled “Every company is a data company” in which the authors urged all companies to use data as a core asset. That is now becoming a reality as businesses come to realize that data is the most significant asset they possess. Growth of IIoT. Supply chain.
Large companies with a supply chain risk strategy already in place couldn’t fully cope with the impact of the pandemic. It’s the result of a deliberate strategy that may require tradeoffs compared to other approaches. This strategy requires greater investment and inventory carrying costs but enables continued production.
However, remember that products or subassemblies that never made it out of the factory may need to travel backwards one or more stages along the supply chain. A plan is necessary, possibly based on one of the following strategies. Reverse Logistics Strategy 1: Don’t do it! This also qualifies as reverse logistics.
Industries are facing the need to plan new strategies and invest more in technology to gain a stronger foothold. A B2B e-commerce strategy is therefore becoming increasingly necessary for manufacturing businesses that want to better sell their products or procure the necessary components for manufacturing them.
That may mean reshoring eventually, but according to today’s guest post, we also must look at the hard data before we decree that reshoring is in full form yet. . Reshoring Optimism Abound, However, Let’s Look at the Data Now. Just don’t look at actual data. You’ve probably heard the good news.
Capacity takes a back seat to production flexibility as the key performance indicator for factory managers. Many manufacturers are now diversifying from a single product line to different manufacturing lines in one factory, each line with its own manufacturing processes. Shared data is critical.
The average cost of a data breach reached $3.86 Your transportation consultant can help develop response strategies to ensure your supply chain continues to operate while the problem is addressed. Large companies with a supply chain risk strategy already in place couldn’t fully cope with the impact of the pandemic.
Jabil sponsored a global Dimensional Research survey to capture hard data on current experiences, challenges and trends with the supply chains of electronics manufacturing companies. Connected supply chains provide additional opportunity link supply chains and receive more data. But how does it work in industry?
was first coined in Germany in 2011 in response to a wave of new technological innovations including advances in AI, ML and cloud computing as well as data analytics. have disconnected digital initiatives that are often poorly aligned with the enterprise strategy and not focused on customer experiences. The term ‘industry 4.0’
Logistics Business magazine, together with the Information Factory, have produced a 7 page digital magazine on data in transport logistics. Editor Peter MacLeod talks to iFactory CEO Robert Jordan to understand how transport businesses can drive up profitability by adopting a data-driven approach. Read the free eBook here.
Alex Pradhan, Product Strategy Leader John Galt Solutions, told me that “all planning vendors have bold marketing around AI.” Planning applications don’t work well if the master data they rely on is not accurate; this is known as the “garbage in, garbage out” problem. Artificial intelligence is beginning to be used to update the data.
But the difficulty in finding workers has becoming a huge challenge at many factories and warehouses. The already fast-growing market for warehouse robots and flexible factory automation has become supercharged as a result. Military strategy changed forever after Hiroshima; supply chain strategy has been similarly transformed by COVID.
It’s no secret that manufacturing companies around the world are rethinking their supply chain strategies. With shortages occurring in unexpected sectors and lockdown strategies impacting logistics, companies looked at reshoring to stabilize and strengthen their supply chains.
While the short-term plans focus on safety stocks throughout the supply chain (in most cases, the priority to keep the factories fully operational remains). Use data to improve operations. To assist with the short-term solution, the answer is an extensive data-gathering exercise. Align your business and supply chain strategies.
was first coined in Germany in 2011 in response to a wave of new technological innovations including advances in AI, ML and cloud computing as well as data analytics. have disconnected digital initiatives that are often poorly aligned with the enterprise strategy and not focused on customer experiences. The term ‘industry 4.0’
Manufacturing Operations Management (MOM) together with an ERP system allows manufacturers to collect the data, visualize and analyze it, and make decisions. But to understand how to do that requires information, and therefore the question is how to get accurate data to check that the plant, and the people on the shop floor, are performing?
We organize all of the trending information in your field so you don't have to. Join 84,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.



















































Let's personalize your content