This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
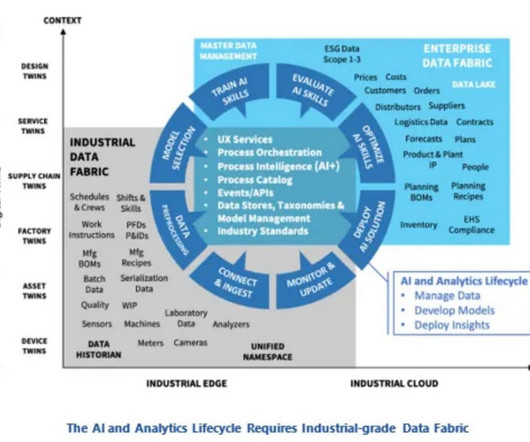
Many global multinationals accelerated their investments in digitizing data during the pandemic. According to Colin Masson, a director of research at ARC Advisory Group, the opportunity to mine these vast quantities of data to achieve business value is “NOW.” Mr. Masson leads ARC’s research on industrial AI and data fabrics.
A single, centralized source of truth for your organizations data is no longer a luxuryits a necessity for businesses seeking to scale efficiently, enhance profitability, and make informed, data-driven decisions. This leads to: Inconsistent reporting: Different branches track data differently, making comparisons difficult.
One essential tool used by the supply chain team is supply chain design. Energy management solutions are products that energy utilities use to produce power and data centers use to consume power. They also produce industrial automation solutions that allow factories to monitor and control production.
Manufacturers and distributors want to dramatically increase their efficiency, productivity and accuracy through smart technologies, data analytics and connected services. These terms are often used interchangeably, and yet understanding the difference is critical in the move toward smart factories powered by digital technologies.
Manual production lines are switching to automated assemblies and valuable data is being used to discover actionable insights into manufacturing operations. IoT sensors in the supply chain and robotics in factories are fluently available. What does the smart factory mean for business? A connected and flexible digital shop floor.
Why Modern Data Warehouses Are No Longer Optional A centralized data warehouse is becoming an essential solution for businesses looking to scale efficiently and optimize operations. It’s no longer just a “nice to have,” but a critical repository for processing vast amounts of business data.
Manual production lines are switching to automated assemblies and valuable data is being used to discover actionable insights into manufacturing operations. IoT sensors in the supply chain and robotics in factories are fluently available. What does the smart factory mean for business? A connected and flexible digital shop floor.
Supply chain leaders are enthralled with the idea of using big data, but they tend to fail to understand how to disseminate big data in their organization properly. True, they may know how to roll out big data in a single warehouse, or they may have heard their competitors used branded systems for implementing this new technology.
Traditional supply chain planning, which relies on historical data and reactive adjustments, is no longer adequate for managing these challenges. When unexpected disruptions occura factory shutdown, a shipping delay, or a supply shortagethese models provide little flexibility.
As manufacturers and distributors inject their operations with innovative technologies in an effort to transform them into smart factories, a shift in how those factories are staffed has emerged. Reskilling and attracting a smart factory workforce. As factories add smarter tech, they’ll need people to manage it.
Low-code tools give an easy-to-use support for building software applications, eliminating the need for in-house coding specialists. Therefore, embracing tools that assist organizations create solutions faster like low code should be a consideration to manufacturers. What is low code development? The cons of low code. Low code and ERP.
How can a manufacturing business today become an intelligent and automated ecosystem – a smart factory that drives productivity, performance, and profitability? For the manufacturing business as they transform, the value of ERP begins with: Bespoke solutions for smart factory. A smarter supply chain with smart factory.
Sam is the Founder and CEO of Kargo , a San Francisco tech firm that is on a mission to make factory operations as intuitive and responsive as reading Google Maps. In October 2019, Sam founded Kargo with a vision to build the universal data layer between the physical world of freight and the digital ecosystem that manages it.
Factories serve local markets. We have all our factories, both in-house and outsourced, all of our distribution centers, and our transportation network on the Blue Yonder foundational system. The sales team can go have those conversations, with real-time lead times and even the factory the product will ship from, with customers.
Manufacturers increasingly turning to data and analytics, from an ERP system, to support business initiatives. Data is after all the fuel that runs the Fourth Industrial Revolution. In most cases, there has been a succession of tools that worked in some cases but were not broadly successful. Challenges to using data.
Factories have changed hugely in the past 50 years. The smart factory The smart factory represents a transformational change from traditional practices to a connected and flexible system. The smart factory The smart factory represents a transformational change from traditional practices to a connected and flexible system.
By integrating Nauto’s AI-powered Video Event Data Recorder (VEDR) solution with Beans.ai’s precision location data and micro-routing technology, the collaboration offers a comprehensive solution tailored to meet the needs of last-mile deliveries, including VEDR compliance. Nauto and Beans.ai
Nulogy, a provider of manufacturing supply chain solutions, has announced its strategic acquisition of Mingo Smart Factory, a leader in manufacturing productivity technology. Our combined capabilities will provide external manufacturing supply chains with a premier platform purpose-built for their success.”
Of course, robotics does not tell the full story, as the world of manufacturing has evolved even further over the last few decades, with the rise of data and smart, autonomous systems. According to Indeed.com , that broad skills set should include digital fluency, big data analytics and even knowledge around technologies such as ERP.
The United States Manufacturing Technology Orders (USMTO) data report is compiled monthly by the Association for Manufacturing Technology (AMT). What is the USMTO Data Report? The full data set is reported by eligible equipment builders and distributors and is provided to all participants in the program at no cost.
Often, teams think they also need plenty of clean and accurate data to do it right. We have 3 factories, one in USA, one in China and one in the Netherlands (in the city of Edam). We have worldwide demand for all kinds of products and services and as I mentioned before, we have 3 different factories. We took ownership of it.
It is a brilliant tool.” SCCN solutions allow trading partners to collaborate across defined trading partner processes based on a common data model. The structured message sets can connect OEMs, component suppliers, factory operators, and maintenance services providers. My advice,” he concluded, “is just jump in.
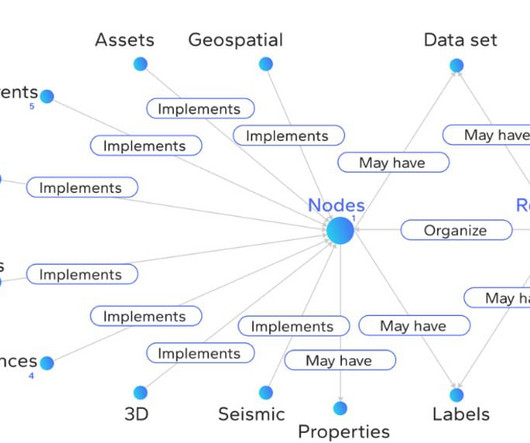
Knowledge Graphs are emerging as an important tool for building advanced AI capabilities. Maximizing factory throughput is critical. We needed to model the data in a way that we can do simple searching. We spent hours and hours looking for data, whether it was for audits, compliance, or just basic troubleshooting.
A Fortune 500 retailer, for instance, reduced its procurement cycle time by 30% by leveraging an AI-driven tool to analyze supplier data efficiently. By leveraging integrated scenario planning (ISP) tools, procurement teams can model potential disruptions and develop contingency plans in advance.
Believe it or not, Industry 4.0 — the latest specialization for modern factories and manufacturing plants — does factor into the design and factory layout. And ultimately, the design and factory layout influence all these elements. Lessening downtime will help the systems remain operational and keep the data flowing.
Industrial IoT and big data are converging to enable demand-driven 'smart supply chains.' According to industry standard ASTM F2792-10 , AM is defined as, "The process of joining materials to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing technologies.".
Due to the previous surge of China as the world’s factory over the last two decades, much of the global carriers’ business has revolved around transporting cargo between the U.S. And that’s why it’s important for carriers to apply data and enable predictive freight rating through these five requirements. Download the White Paper.
Often, teams think they also need plenty of clean and accurate data to do it right. We have 3 factories, one in USA, one in China and one in the Netherlands (in the city of Edam). We have worldwide demand for all kinds of products and services and as I mentioned before, we have 3 different factories. We took ownership of it.
There is limited value to running an outdated process faster, and that value drops considerably when significant portions of the process run outside the enterprise tools. For impactful scenario planning, planners must spend time on analysis rather than collating data and manually creating scenarios.
can improve the way the factory shop floor works and manufacturers now have all the tools they need to operate a connected shop floor. will not only change the production of goods and services across Asia, but also the organization of work in factories. and the Smart Factory The smart factory is an environment, enabled by IR4.0
Bouncing back more quickly, said experts, will require supply chain managers to turn to new ways of managing the supply chain, including using Internet of Things (IoT) data, analytics and machine learning (ML). And “it’s a great tool,” but there are more sophisticated, more accurate tools to do sourcing.
By leveraging these innovative tools, businesses can not only mitigate risks but also secure future growth and stability in an increasingly uncertain environment. IoT technology has become a critical tool for boosting visibility across supply chains. Adapting to Thrive One key technology driving challenge mitigation is a digital twin.
For companies with any complexity surrounding products, channels, or customers, no IBP process can be considered robust without employing SCP tools. A planner could ask the SCP engine to achieve 95% service, with CO2 emissions under a million metric tons at a given factory in the coming month. This would be a three-way tradeoff.
Machine learning (ML): Using algorithms and data to detect patterns without being explicitly programmed to do so automatically. ML and DL are mainly used in data analysis, classification, clustering, and ranking. GenAI systems are trained on massive amounts of text data to understand and generate human-like language.
One of the key approaches to simulating warehouse operations is based on employing discrete event simulation (DES) techniques and tools. Some very large manufacturers and logistics service providers have the capability to use these tools. DES allows the modeling of complex warehouse operations at various levels of detail.
The problem is that many factories are limited in this area because they have older legacy equipment. This older equipment includes manually operated machinery or outdated PLCs, and stand-alone machine tools. Therefore collecting and using data about the operations of these machines has seemed difficult, requiring expensive upgrades.
Often, teams think they also need plenty of clean and accurate data to do it right. We have 3 factories, one in USA, one in China and one in the Netherlands (in the city of Edam). We have worldwide demand for all kinds of products and services and as I mentioned before, we have 3 different factories. We took ownership of it.
At the end of 2019 that supply chain covered 38 PMI owned factories, 28 third party manufacturers, and more than 180 markets. The introduction of smoke-free products made the use of spreadsheet tools far less efficient in the capacity and sourcing planning as the new product categories had rapid growth. “We It was predictable.
Of course, a top-of-mind consideration for many is that metrics are only as good as the accuracy of your data. How can you possibly measure downtime, without knowing your Overall Equipment Effectiveness across the factory floor or how can you measure business performance without understanding customer orders and demands?
Capacity takes a back seat to production flexibility as the key performance indicator for factory managers. Many manufacturers are now diversifying from a single product line to different manufacturing lines in one factory, each line with its own manufacturing processes. Shared data is critical.
There are different tools, goals, and market dynamics. That factory also aims to rapidly process the raw materials into product. An RFP is a data intensive exercise. This made the data analysis easier. On the inbound side, it was highly reliant on spreadsheet data. This made the data analysis “painful.”
Jabil sponsored a global Dimensional Research survey to capture hard data on current experiences, challenges and trends with the supply chains of electronics manufacturing companies. Transparent supply chain management and effective supply chain visibility is a critical tool in a company’s continued growth and successful brand image.
In the last few months, however, there has been an avalanche of stories and articles about amazingly powerful AI tools that use everyday language. However, AI is a just tool and its impact will depend on how it is used. This time last year artificial intelligence (AI) was an obscure, mainly academic, technology to most of us.
Cloud ERP Data is a business asset. And in the digital age, it is essential for every company to become data-driven. Data is what turns insight into innovation and volume into value and that makes it powerful. As a critical business tool, ERP systems are under attack. The expanding role of the CISO.
We organize all of the trending information in your field so you don't have to. Join 84,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.


















































Let's personalize your content