This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
Nor did they talk about executive bonuses or using excess cash for stock buybacks to raise the price of outstanding stock rather than investing that money into developing new aircraft; improving existing products or processes; or distributing that profit as dividends to the shareholders. I hired into Boeing in July of 1989.
If you browse through the Logistics Bureau blog, you’ll find at least two or three articles—and about the same number of videos—that cover warehouse product slotting. So here it is—your ultimate guide to warehouse product slotting. What is Product Slotting. As this is an “ultimate” guide, we’ll start with the basics.
The person who gave the presentation I attended offered the example of a speech by late US President John F. As I explain in a YouTube video on this subject, I recently saw a good example of how a BHAG can galvanise a workforce and make a dramatic impact on productivity. Slowly the productivity went up.
Products come back in dribs and drabs, not in nearly packaged batches. Looking to real-life examples for inspiration, we can ask, ‘Who does reverse logistics well?’ Reverse logistics, while not being the opposite of forward logistics, is still about products moving backwards in the supply chain. Tempting, but wrong.
He is reflecting his experience in varied industries that if a company grows beyond its ability to deliver quality product, on time, then order volume will drop until it reaches a point that performance returns. Then ask “What is our plan to close this gap?” – and run the same exercise on executing that plan.
A 3PL (Third-Party Logistics provider) is a company that takes care of your logistics operations – everything from warehousing your products to getting them where they need to go. Robinson are great examples of major 3PLs that have transformed the industry. That’s exactly where 3PLs shine.
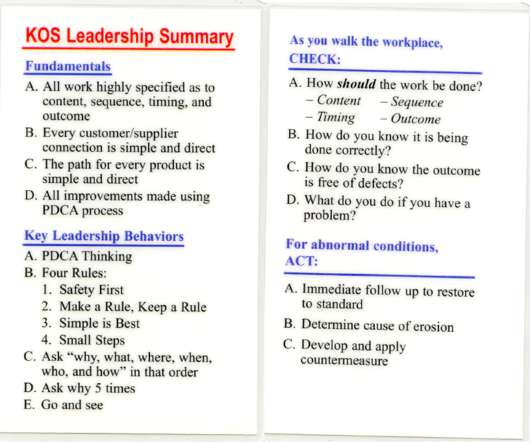
The fundamentals are based on the “Rules-in-Use” from Decoding the DNA of the Toyota Production System , a landmark HBR article by Steve Spear and H. The path for every product is simple and direct. The path a product follows deviates from the route specified. It is the direction that matters, not the reminders.
Product slotting is one of the few cost saving ideas that you can implement in your current facility whilst making no changes to infrastructure (although there may be further benefits to do that). Product slotting is a warehouse term that involves placing products in optimal locations within a warehouse to enhance operational efficiency.
Just ask any manufacturer who’s had to halt production because a single critical component wasn’t available. Common examples of Supply Chain Disruptions So what are the main reasons that you need to consider supply chain resiliency in the first place? This really is a case where the saying, forewarned is forearmed applies.
Top Challenges Faced by Companies: Customer Preferences: Example: An online fashion retailer faces the challenge of constantly changing customer preferences. Supply side shifts: Example: A global coffee manufacturer experiences disruptions due to a natural disaster affecting one of its key suppliers in Brazil due to dry weather.
The ongoing chip crisis since last year affecting 100+ industries is the best example: supply couldn’t meet the increased demand, which led to rising prices and shortages in computers, cars, and pretty much any other electronics product with chips. this experience has changed how we dress and exercise.
Thus, focusing on implementing the tools of TPS (takt time, flow, pull, etc) outside of the immediate response and problem solving context is an exercise which expends energy and gains very little sustainable change. This is independent of whether it is done in a week-long intense event or not. Every tool, technique, etc.
The statistics that show robust demand for more advanced supply chain technology provide evidence of their willingness to set new standards of excellence by detecting fluctuations in demand earlier, handling raw materials more agilely and ultimately accelerating the delivery of products and services. More data is coming in than ever before.
Understanding the product’s value will prevent their workforce from resorting to older, manual systems. Investing in an ERP system and other business systems is an expensive exercise and by not investing resources into training and education, manufacturers will not get the full return on investment. An evolving workforce.
So thats the route were taking in this article (no pun intended), we’ll be exploring the evolution of fleet route optimisation from a time-consuming pen-and-paper exercise to a high-tech process that, in some cases, can be completed in minutes. But first, what is route optimisation?
It took four 11×17 (A3 size) sheets taped together to depict what happened as raw steel came in one end of the building and was cut, bent, welded, painted, and assembled with purchased components into the final product. ” But there is another, more tactical, reason to ask this question.
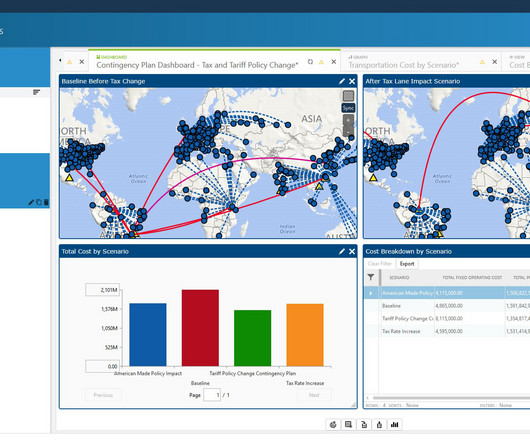
The digital twin, for example, can be subjected to numerous stress tests that mimic real-world conditions and observe how different variables interact and impact the entire network. For example, the analysis from stress testing can reveal a particular supplier or production resource is a frequent point of failure under high-demand scenarios.
The fabricated metals industry operates with a low margin in a highly competitive market and material availability, production schedules and workforce skills must align to meet customer expectations. For example, a custom manufacturer may need a metal fabrication supplier to take on a design-to-order project.
If you’ve never done a benchmarking exercise before, read on. If, for example, you are concerned about the pick rates in your warehouse, or your transport costs, or your inventory accuracy, benchmarking can help you because it can show you exactly where your performance is compared to others in your industry. Informal Benchmarking.
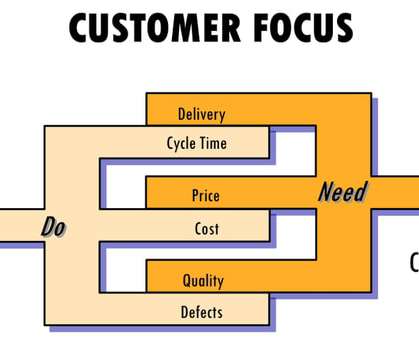
For Sales it’s about product availability at all times. Example A: Fashion Retailer – Business Strategy is short life cycle products. Example B: Supermarket Retailer – Business strategy is to have low cost to compete effectively. Focus on availability of products all the time, price, and range.
One in the pharmaceuticals industry and another in consumer hi-tech products. While businesses differ in complexity and size, for this exercise we extrapolated based on these $7.5Bn baselines. To do this, we built two representative models of a business. ” – Tweet this. Summing up.
The demand patterns significantly shifted in terms of the product and channel mix. Pop up warehouses, micro fulfillment centers, and warehousing-on-demand are all examples of how the nodes are becoming increasingly dynamic. This is leading these organizations to move from Design being an episodic activity to a continuous process.
On the one hand, the practice has become more sophisticated as people explore and learn application in contexts other than the original industrial examples. That book provides working examples of vertical linkage between organizational strategy and shop floor improvement efforts. Check Equipment Capacity. This makes sense.
CBP believes though this continuing education can improve an individual customs broker’s skills, performance and productivity. It will also bring greater assurance that customs brokers are knowledgeable in customs laws and regulations, familiar with operational processes, and can properly exercise brokers fiduciary duties.
This is not a continuous improvement exercise, but a matter of survival as greater unpredictability prevails in our markets, continually taxing resources, and challenging forecast accuracy on both the demand and supply sides.
Shipping damage is a massive threat to any products that travel on the supply chain. As per a Statista survey, eighty per cent of consumers say they’d return a product they received that was damaged in shipping. Clear, durable labels will also ensure that your items get where they’re going intact and promptly.
Moreover, this exercise might need to be repeated several times depending on how the war proceeds. For example, we can have “Texas Small Volume” customers and “Florida Peak Season” customers, or “East Coast High Margin” customers and “Carolinas High Priority” customers. Can every customer get products from every warehouse?
American Supply Chain Resilience Act and the German Supply Chain Act are just two examples of this. Carrying out such design exercises on a frequent basis allows for organizations to pivot quickly to either tackle disruptions or to take advantage of opportunities.
Part Two offered examples where militaries get it right, and a number of examples where events did not transpire as well as they might. In the Australian example, this ratio has featured in every review of Defence undertaken in the forty years since the ADF was formed. I described the interplay between logistics and readiness.
The price you pay your vendors for their products is a significant factor in your company’s ability to compete in its market. For example, you might use simple observation to identify visible defects at goods-in, or you could make your analysis a bit deeper by testing a percentage of items received from the supplier.
The person who gave the presentation I attended offered the example of a speech by late US President John F. A Compelling Reason to set a BHAG One of our consulting clients, a leading automotive parts distributor in Australia, recognised that the picking productivity in their warehouse was not good—somewhere around 15 lines per hour.
Raw materials are in short supply, many manufacturers have temporarily mothballed production lines, transportation costs are rising, and labor is getting tight on our roadways , railways and ocean vessels. It’s no longer sufficient to only know where products are while in transit. The impact? But we have to go further.
Yulia Celetaria, Global Director, Pharma for AirBridgeCargo Airlines, said: “We are proud to be stepping away from the previously existing fragmented nature of the air cargo industry toward a collaborative approach where all the stakeholders function as a single unit to ensure the integrity of pharmaceutical products.
The tips in this article will help you know how to identify the customers, products, and processes that might be inflating your cost to serve (CTS) unnecessarily. For example: Compared to selling a product in-store, the cost to deliver that same item as a small parcel can be several times higher. Equipment use.
Warehouse Product Slotting – To Slot or Not to Slot? Slotting is a warehouse term that refers to intentionally placing products within the warehouse storage medium to create warehouse efficiencies. Let’s consider what an essential aspect of good warehouse practise, product slotting benefits can achieve.
Mr. Nelson points out that it is possible for a sourcing problem deep in a supply chain to halt production for BD. BD has about 5000 suppliers that are delivering, components and materials that go into their products. Some of BD’s products are critical healthcare products. BD is a big company with a very big supply base.
For most of human history, the success of that exercise has rested on the appointed seer’s years of experience, coupled with some indefinable grasp of probability. A single product can have 100 different costs based on size, color and targeted markets. In recent decades, machines have stepped up to aid humans in their efforts.
Will an inaccurate picking result in one error for the original problem or two errors for sending an incorrect product and retaining the original, correct product in your inventory? For example, drivers are expected to arrive on time, maintain docking schedules, and avoid dead time.
Even if you simplify your product range and your upstream suppliers, you still have to deal with the ramifications of diverse customers, their expectations, their location and the logistics needed to meet their requirements. It costs you a certain amount to make a product. You then set a sales price for that product.
For example, if speedy delivery is a part of your service strategy (which is often the case in today’s on-demand environment), you will either need to locate your warehouses close to customers, or close to the facilities of your preferred carriers. What are the characteristics of your products? How will the products be stored?
It’s also a great example of how the boundaries between what we traditional think of as “IT” and “OT” cybersecurity are blurring. Suppliers should have both secure development lifecycle with certified or registered products and host systems where possible.
Now, retailers find themselves carrying a glut of products as demand plummets in the face of pronounced inflation and widespread economic uncertainty. Strategy and leadership teams might elect to be alerted to production line disruptions, for example, so they receive details about every impacted order.
In such tricky times, exercising forward-thinking and planning shipments in advance can help businesses take advantage of the holiday season. Add import spikes to stock up on products ahead of the peak season to this, and shipping terminals will continue to run extremely congested. .
They are a leading supplier of poultry, pet food and animal nutrition products based in Siloam Springs, Arkansas in the US. Depending on the product, their customers are consumer goods companies, retailers, food service distributors and restaurant chains. That factory also aims to rapidly process the raw materials into product.
We organize all of the trending information in your field so you don't have to. Join 84,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.














































Let's personalize your content