This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
Richard is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. About Richard Lebovitz Richard Lebovitz is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. Richard previously founded and led Factory Logic, Inc. acquired by SAP).
They also produce industrial automation solutions that allow factories to monitor and control production. Building automation is similar to industrial automation, except that instead of controlling a factory, the systems control a building’s entry, power consumption, and lighting. The company has a complex global supply chain.
The digital transformation of the operations and processes of factories and supply chains is based upon digitization of carefully selected machines and digitalization of the related business processes. So here goes – read on for a greater understanding of these concepts and the role they play in your journey to a smart factory.
IoT sensors in the supply chain and robotics in factories are fluently available. In the last decade alone, we have seen factories move from basic digitization to more predictive power. In part 1 of the smart factory series we unpacked digitization, digitalization and digital transformation.
This means making factories smarter for the future. Here’s a look into the smart factory and the steps to start the path to one taking advantage of the benefits technology can offer. What is the smart factory? How to create a smart factory. Where does your factory need to make improvements?
As manufacturers and distributors inject their operations with innovative technologies in an effort to transform them into smart factories, a shift in how those factories are staffed has emerged. Reskilling and attracting a smart factory workforce. As factories add smarter tech, they’ll need people to manage it.
IoT sensors in the supply chain and robotics in factories are fluently available. In the last decade alone, we have seen factories move from basic digitization to more predictive power. In part 1 of the smart factory series we unpacked digitization, digitalization and digital transformation.
A simple example of this would entail considering inventory and stock on hand (internal data) along with changes in weather patterns due to climate change (external data), and how both factors affect a factory’s ability to deliver on its orders. Increased safety and less on the job injuries in the warehouse and on the factory floor.
A data warehouse, like Wavelytics’ Data Factory, works to connect to your existing systems and bring all of your data together under one roof, creating a single source of truth that provides your business with a significant edge over competitors still struggling with fragmented information.
How can a manufacturing business today become an intelligent and automated ecosystem – a smart factory that drives productivity, performance, and profitability? Smaller manufacturers, for example, have to consider the costs as challenges can become magnified as a business expands. A smarter supply chain with smart factory.
In the realm of industrial robots, a cornerstone of LG’s Smart Factory business, the company’s Production engineering Research Institute is spearheading substantial revenue growth through the integration of AI and digital transformation.
Factories serve local markets. We have all our factories, both in-house and outsourced, all of our distribution centers, and our transportation network on the Blue Yonder foundational system. An iGPU (integrated graphic processing unit) is a current example. The following interview was edited for conciseness.
Manager and even the Smart Factory Manager. Take for example the implementation for an ERP system. A good example is the rise of Low Code tools, which are now enabling the rise of the citizen developer due to their ability to plug into ERP systems as a single point of organizational data. Rollout ongoing training opportunities.
What is Internal Logistics: Importance, Elements and Examples | Image Source: Google Images. For example, the operations manager. This includes, for example, everything related to warehouse and logistics. Examples of internal and external logistics. Example of external logistics. What is internal logistics?
Mr. Masson points out the “challenges are not just about the volume, but also the complexity and fragmentation of data generated by sensors, machines, and smart factories. For instance, advanced factory scheduling solutions use predictive maintenance inputs, which rely on sensor data to forecast equipment failures.
This is true in Steve’s example of an Emergency Department. It is also true in many traditional factories. are an example of this. Sometimes they generally know how much time is in the day, but they see demand fluctuating all over the place. But those are outcome metrics , not process metrics.
For example, a buyer might say, “You only shipped me 800 of the 1000 products I ordered.” The structured message sets can connect OEMs, component suppliers, factory operators, and maintenance services providers. SCCN solutions allow trading partners to collaborate across defined trading partner processes based on a common data model.
A pre-built, fully managed solution , such as Wavelytics Data Factory, significantly reduces development and deployment time, while ongoing maintenance and updates ensure optimal performance, data security, and compliancewithout any additional effort on your part.
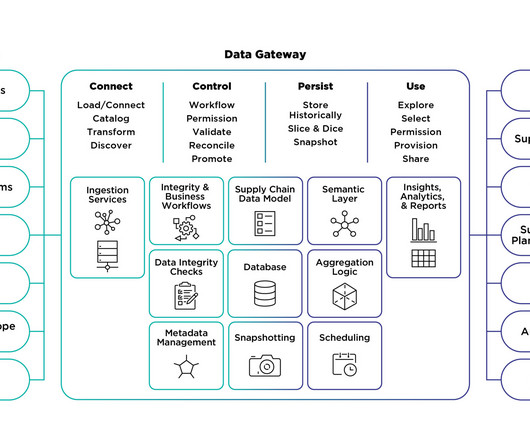
For example, with a data gateway, a supply planner gains accelerated access to customer orders, inventory levels, and transportation schedules, all in one place, to increase the user experience of making the right choice to identify inefficiencies and make better, more informed decisions.
For example, ARC was recently briefed on SAPs transportation management product. Creating agents that connect the factory floor with the rest of the enterprise wont be easy. A second type of data graph is for the profoundly messy data found on the factory floor, which ARC calls an industrial data graph. SAPs is called Joule.
Bosch uses 5G to connect production equipment in its smart factories, allowing for real-time data streaming and analysis. Fords example highlights how 5G helps bridge the physical and digital worlds in manufacturing settings. 5G is already delivering benefits in pilot deployments across ports, warehouses, and smart factories.
Festivities last until the following full moon and can impact supply chains for weeks or even months as factories are shuttered as workers return home for the annual celebration. For most factory workers, this is the only time of the year when they see their families. Receive the other 50% of that volume in February.
Lets break it down with some examples that hit home: Supplier Diversification : Reflecting on the disruptions caused by the pandemic, companies heavily reliant on Chinese suppliers faced significant challenges. For example, U.S.-based Its not about locking in decade-long deals or crossing your fingers that suppliers stay stable.
A plant manager asked me to build a map of the flows in his factory. With all of that information, I mapped out the factory’s flows. I learned a lot , not only about mapping a process, but about the way this factory functioned, and had pretty compelling evidence that the bottleneck was not what the common knowledge said it was.
Automation is the process of minimizing manual labor using machines Automation includes using various equipment and control systems such as factory processes, machinery, boilers, heat-treating ovens, steering, etc. Examples are industrial robots and multipurpose CNC machines.
A few reasons why: Enhanced Analytical Capabilities Built-in analytics tools, such as those featured in WorkWave Wavelytics’ Data Factory, allow businesses to conduct complex analytical queries without the time-consuming process of manual data preparation.
Looking to real-life examples for inspiration, we can ask, ‘Who does reverse logistics well?’ However, remember that products or subassemblies that never made it out of the factory may need to travel backwards one or more stages along the supply chain. Reverse logistics is therefore worth doing, and worth doing properly.
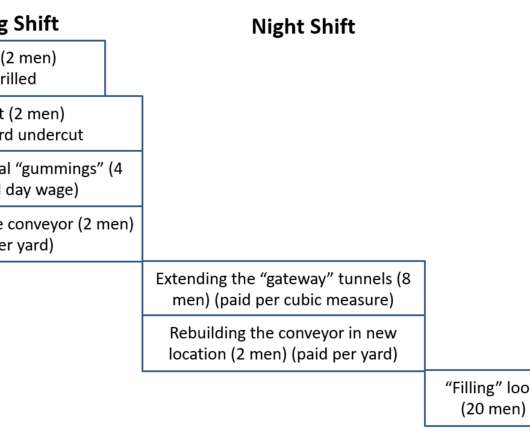
When “trams” (coal carts) were in short supply, for example, the “trammers” would horde carts to optimize their team’s performance at the expense of other teams being limited by the number of carts available. A classic example of this is a heijunka or load-leveling box. This all changed shortly after WWII.
For example, with a data gateway, a supply planner gains accelerated access to customer orders, inventory levels, and transportation schedules, all in one place, to increase the user experience of making the right choice to identify inefficiencies and make better, more informed decisions.
For example, manufacturing output has been expected to increase by 2.4 Another reason for increased output is the changes in manufacturing factories and their companies. Technology is advancing, becoming more accessible, making these factories and companies more efficient and able to produce more with fewer people. Industry 4.0
For example, the rapid increase in the price of oil to over $100 a barrel for WTI is sure to result in additional inflation in our current inflationary environment. Of course, fuel shortages can cause factory production delays that can subsequently hinder downstream production processes. Beyond Fossil Fuels. Then There is Cyber.
The problem was that when the planning solution spit out recommendations, and someone in sourcing or someone on the factory floor looked at those recommendations, they just did not believe them. Your inventory levels in the factory are right, your routings are accurate. One example of this is the use of color wheels in the model.
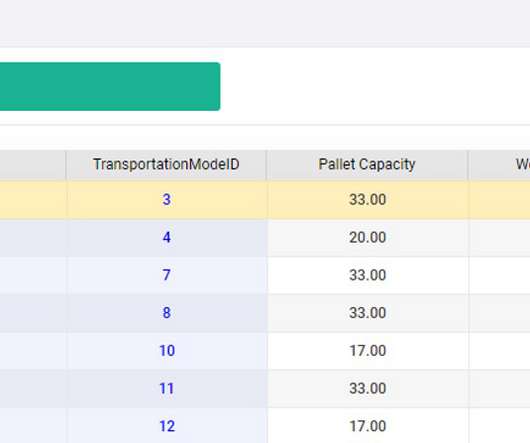
A network design model figures out where factories and warehouses should be located. SCP solutions set target service levels , for example 99% for the most important customers and 95% for the rest, and achieves those service level targets at the lowest cost. Here the savings are based on transportation and facility cost savings.
During the early phases of the COVID-19 pandemic, sectors such as automotive, electronics, and consumer goods experienced severe disruptions due to factory shutdowns and shipping constraints, primarily because of dependence on suppliers concentrated in Asia.
In warehouses, for example, one solution is labor management. But the difficulty in finding workers has becoming a huge challenge at many factories and warehouses. The already fast-growing market for warehouse robots and flexible factory automation has become supercharged as a result. It is harder to find and retain workers.
The factory models can include how long it takes to set up a machine, how many units per hour can be made by the machine, how long routine maintenance takes, how many workers are needed, and the hours the plant works, among others. So, for example, a manufacturer knows what it has sold to a retailer. This would be a three-way tradeoff.
Capacity takes a back seat to production flexibility as the key performance indicator for factory managers. Many manufacturers are now diversifying from a single product line to different manufacturing lines in one factory, each line with its own manufacturing processes. Flexible manufacturing has several benefits.
Production uncertainties are caused by unexpected occurrances, such as yields that are different from forecasts, or factory machines that break down. These are also information gaps between what you expect to happen in a factory and what actually happens. What can go wrong on the factory floor will go wrong.
Like many other large industrial manufacturers, Covestro has been very interested in 5G as a key enabler of the Smart Factory. The vision of the Smart Factory involves using advanced technologies to reach higher levels of safety and efficiency. For example, sensitive production conditions are common in the chemical industry.
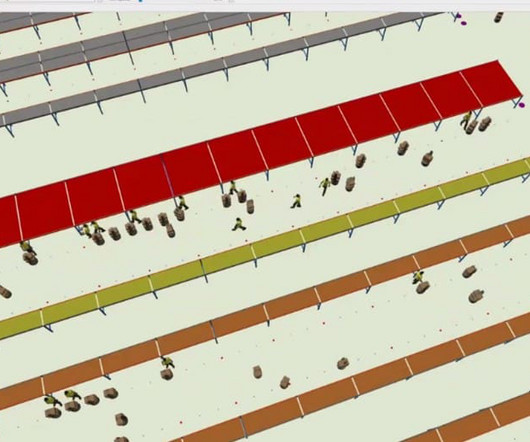
Montazeri believes simulation is a differentiator for Locus Robotics because other discrete event simulation solutions DES is the primary form of simulation used to model warehouses and factories – poorly model how humans and mobile bots collaborate. For example, these virtual pickers work in zones and dont go outside those zones.
Here are examples of the tangible return-on-investment (ROI) ERP can bring to your business: Maintain competitive advantage with ERP. During the pandemic ERP kept industries in operation with its ability to sustain business operations through remote access to data, automated reporting, electronic data exchange, and real-time factory controls.
In the Factory. “Making an example of someone” might well work for a group for a short time. In any case, it is unlikely that any driver will repeat the mistake.* For the TWI folks – this isn’t really a Job Relations type of problem. It might feel like it is, but it isn’t. “Be more careful!”
In Belcorp’s case they have four factories located in Colombia, Mexico, Peru, and Ecuador. Production flexibility is limited; none of these factories can make all the company’s 1,500 products. For example, go to the Walmart, turn right, and it is the third house on the left. What factory should make a new product?
What Celanese has accomplished is the single best example ARC is aware of employing agentic AI and copilots at scale. Maximizing factory throughput is critical. He did give one example, their ability to do effective preventative maintenance did increase by 15%. Celanese is an exception. Their plants are very expensive.
We organize all of the trending information in your field so you don't have to. Join 84,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.












































Let's personalize your content