This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
to Rick from the factory where I had spent a week working with Mr. Shimura of Shingijutsu and Reiko, his interpreter. I was making the transition from teaching classes and running simulations to making real change in real factories (that weren’t mine!). MONDAY: 2 PERS 1 MACHINE. TODAY: 1 PERSON 2 MACHINES.
A plant manager asked me to build a map of the flows in his factory. With all of that information, I mapped out the factory’s flows. I learned a lot , not only about mapping a process, but about the way this factory functioned, and had pretty compelling evidence that the bottleneck was not what the common knowledge said it was.
Thus, focusing on implementing the tools of TPS (takt time, flow, pull, etc) outside of the immediate response and problem solving context is an exercise which expends energy and gains very little sustainable change. This is independent of whether it is done in a week-long intense event or not.
The problem is that many factories are limited in this area because they have older legacy equipment. In the first blog, it was pointed out that any project to optimize manufacturing operations should start with a value stream mapping (VSM) exercise.
However, remember that products or subassemblies that never made it out of the factory may need to travel backwards one or more stages along the supply chain. On the other hand, a very high-end fashion company might insist that all excess inventory was returned to the factory for recycling, rather than see its brand in low budget shops.
The shift from oversupply to the current worldwide shortage has impacted raw materials, inbound logistics, the factory floor, and the outbound warehouse. Challenge: Skills gap on the factory floor. The metal fabrication industry faces challenges in finding and keeping qualified welders, finishers, and assemblers.
It involves using data to uncover and unlock value in different areas of a factory, such as: reducing inventory holding costs; increasing labor productivity; reducing machine downtime; increasing manufacturing throughput. In other words, VSM was an exercise, not part of a plan for improvement with a deployment strategy.
Exercise trackers like Fitbit or Garmin are part of an IoT network that collects and analyzes data from objects – people. Used with a Manufacturing Operations Management (MOM) system, manufacturers can digitize the factory to gain insights that will allow processes and workloads to be optimized. Supply chain. Quality control.
Whether it is a hurricane or factory fire, new trade regulation or an unexpected supplier bankruptcy, much of how products are made and moved happens outside of our control. And in many cases, visibility is simply a matter of having regular status updates or reports between a company and an individual supplier, factory, carrier, or bank.
The company operates 7 sugar cane processing factories in Brazil, in a cluster located in the northwest region of Sao Paulo state. Decision-making goes from a highly tedious and error-prone exercise to a process that combines computational intelligence with the business knowledge needed to analyze the optimizer’s results.
While the short-term plans focus on safety stocks throughout the supply chain (in most cases, the priority to keep the factories fully operational remains). To assist with the short-term solution, the answer is an extensive data-gathering exercise. Use data to improve operations.
Physical security — A server in an office or a factory can be accessed, damaged or even stolen. The IT team responsible for the ERP application should also be an integral part of practice exercises for cyberattack response. That is why the cloud is a better security solution.
Plastics make every kind of product imaginable — from food packaging, appliances, smartphones, and car parts to exercise equipment and roller skates. Products could be sitting in a factory overseas for months because they can’t get loaded onto a ship. SHORTER SUPPLY + HIGHER DEMAND = HIGHER COSTS.
That factory also aims to rapidly process the raw materials into product. An RFP is a data intensive exercise. The data from this solution is what allows Simmons to ensure that goods arrive on time, are efficiently unloaded, and moved off the dock and into the factory. Then the clock starts ticking again.”
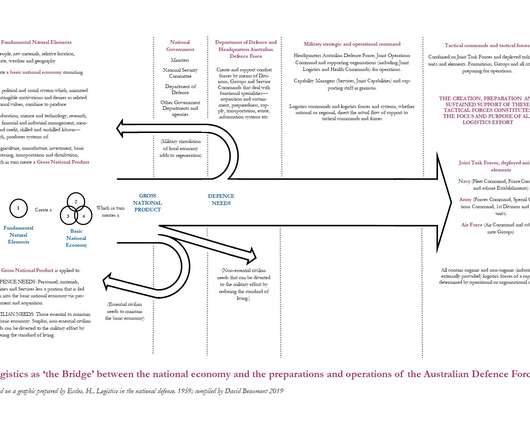
Firstly, it recommended conducting realistic wargames and exercises to reflect threats and the capability of the ‘logistics enterprise’ to respond. A major report to senior US Defence leadership recently cited significant shortfalls in the capacity of the US to project military power. It’s worth dwelling on what it found.
The company operates 7 sugar cane processing factories in Brazil, in a cluster located in the northwest region of Sao Paulo state. Decision-making goes from a highly tedious and error-prone exercise to a process that combines computational intelligence with the business knowledge needed to analyze the optimizer’s results.
A post-9/11 simulation exercise forecast that closing the nation's ports for 12 days would cost the economy roughly $58bn. corporations, shipping companies, and domestic ports, but at factories and facilities at international origins as well. If supply were disrupted at just one major port, what economic problems would a U.S.-wide
Throughout the pandemic, factories were shut down due to COVID-19 infected employees and truck drivers and warehouse workers were idled as well. More consumers purchased bigger, bulkier items – furniture, exercise equipment, etc. These systems can help ensure quality and support recalls or other actions when necessary. Overall, U.S.
After a comprehensive procurement exercise Telford based masonry manufacturer, Besblock, purchased a 70D-9, 7,000kgs diesel forklift truck from Compact Fork Truck Sales Manager, Greg Silvers. We’re pleased to officially join forces with Hyundai and excited for the new opportunities this creates.”.
Once this exercise is completed, your company can then assess the risk from tier-two suppliers onwards. This process involves determining the critical components for your operations and then, working with production personnel, identifying which ones are sourced from high-risk areas and lack ready substitutes.
However, remember that products or subassemblies that never made it out of the factory may need to travel backwards one or more stages along the supply chain. On the other hand, a very high-end fashion company might insist that all excess inventory was returned to the factory for recycling, rather than see its brand in low budget shops.
However, in reality most strategic planning exercises neither embed foresight, nor create responsive networks. Last month’s feature article talked about ‘Information Factory’. The logistics information factory provides an excellent infrastructure to enable Logistics analytics.
With all movements of produce recorded immutably in a distributed ledger, tracing quality-compromised food or commodities back to the source can be achieved in hours, rather than the days, or even weeks, otherwise required for such an exercise. Faster delivery times to the factory. Big Names are Backing Blockchain.
For example, a CTS analysis may show you that customers ordering directly from you at your factory also generate lower costs in transport and inventory costs. Cost to Serve data and modeling benefits are sometimes deceptively simple. They may confirm things you already suspected were true. This sounds like common sense.
It was difficult to stock and exercise first-in first-out rules. When this happens, we can now assign the work to another tech to complete the repairs faster.". We Consistently Ran Out of Certain Chemicals. "At At that time, chemicals were stored on the bottom of a rack in the parts department.
A spokesperson for Audi said that every day, 27 of the electrically powered vehicles navigated routes through the factory halls delivering components, such as the front and rear axles, and the electric motor. The DTS is also used on a new cable sequencing concept that Audi has developed for e-tron production.
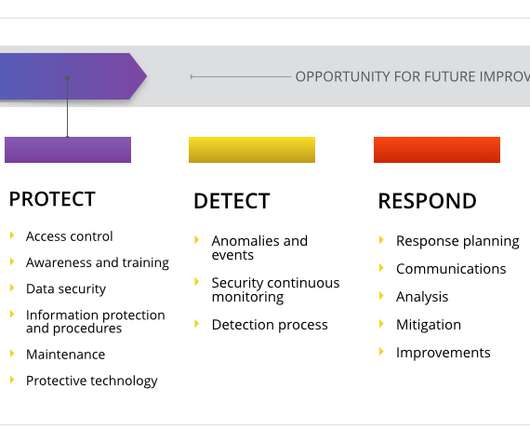
This covers security policies, threat awareness, security training, exercises. Factories and warehouses can be built away from other buildings. Goods origination, third-party security, foreign customs are examples. This can mean supply chain data, applications, IT systems, and IT account access. Security awareness.
Examples include having your factory located in an area prone to flooding every few decades. Taken to extremes, reckless spending on business continuity might even make your business go bankrupt, which would defeat the point of the exercise. But now suppose a power line breakdown leaves your factory with no electricity.
If your supply chain network design has not been under the microscope, and you care about business success, it’s probably time to consider the benefits of a design review and optimisation exercise. Mini Case Study: Whirlpool.
Historically, this product ‘footprinting’ exercise was both tedious and expensive. We are seeing increasing levels of automation permeate many jobs today, both in factories as well in the headquarters offices of many companies.
According to DB Schenker, the programme is based on a total of six exercises – each of which instructs learners about the various steps involved by encouraging ‘playful’ learning. Information like stock coverage, FIFO [first-in, first-out] data and quality confirmation is a very powerful tool to connect the worker with the factory.
But I think we are among the first logistics providers to have meaningful conversations with OEMs about what happens from the moment the car leaves the factory until it reaches the hands of the customer.”. Jack Cooper’s chief information officer, Kirk Hay, says that cyber-security issues have been high on the company’s agenda for a while.
It was difficult to stock and exercise first-in first-out rules. When this happens, we can now assign the work to another tech to complete the repairs faster.". WE CONSISTENTLY RAN OUT OF CERTAIN CHEMICALS. "At At that time, chemicals were stored on the bottom of a rack in the parts department.
In the United States, Nippon Express USA occupies 44 stations, while subsidiary NEXTransport, a packaging and inter-factory distribution specialist, has one office; Associated Global Systems (AGS), which focuses on white glove, final-mile delivery services, has 21 locations. Adelta Logis, formerly the logistics operation of a U.S.
On the other hand, when in transit from factory to distribution centre, or DC to retail outlet, the enemies of food companies are not so much each other, but rather costs, delays, and risk. Any company that thinks collaboration can work as a “throw it over the wall” exercise is likely to be disappointed.
On the other hand, when in transit from factory to distribution centre, or DC to retail outlet, the enemies of food companies are not so much each other, but rather costs, delays, and risk. Any company that thinks collaboration can work as a “throw it over the wall” exercise is likely to be disappointed.
With the justification aside, they next had us go through exercises calculating net present value and ROI for a hypothetical capital investment in tooling – as though a shop floor supervisor would do this at any point in the course of their job. One of them was the Boeing 737 moving line.
I could understand how trade data would allow the solution to detect potential suppliers in the extended supply chain, but not how the solution would know that it was the supplier’s factory in Xian China – as opposed to Tianjin – that was the source for a component that eventually ended up in a product.
The Factory Gate Pricing (FGP) and Primary Freight (PF) strategies, as adopted by major grocery retailers, are causing a shudder up the spine of many retail suppliers. What are Factory Gate Pricing and Primary Freight strategies? Under the FGP and PF models, the retailers collect the products from the suppliers factory gate.
It can find and learn from patterns in big data sets to make predictions, such as when a machine is likely to fail in a factory, which external signals will most impact a demand forecast, or what actual lead times for parts will be.
In 2018 it was reported , for example, than an iPhone is assembled by workers at Foxconn’s factory in the Chinese city of Zhengzhou; and made of raw materials and components sourced from 43 nations. That reality makes one best practice particularly important; companies should have emergency plans in place.
We organize all of the trending information in your field so you don't have to. Join 84,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.









































Let's personalize your content