This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
A plant manager asked me to build a map of the flows in his factory. With all of that information, I mapped out the factory’s flows. I learned a lot , not only about mapping a process, but about the way this factory functioned, and had pretty compelling evidence that the bottleneck was not what the common knowledge said it was.
Thus, focusing on implementing the tools of TPS (takt time, flow, pull, etc) outside of the immediate response and problem solving context is an exercise which expends energy and gains very little sustainable change. This is independent of whether it is done in a week-long intense event or not.
With the justification aside, they next had us go through exercises calculating net present value and ROI for a hypothetical capital investment in tooling – as though a shop floor supervisor would do this at any point in the course of their job. One of them was the Boeing 737 moving line.
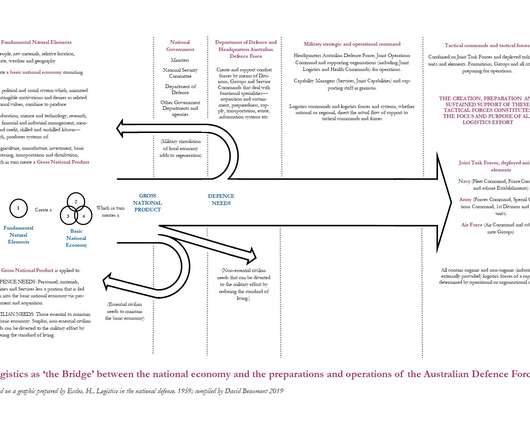
Firstly, it recommended conducting realistic wargames and exercises to reflect threats and the capability of the ‘logistics enterprise’ to respond. At present, they aren’t. This is an edited adaption of a presentation given at the Australian Defence Force conference ‘Rapid Force Projection’ in April 2019.
A post-9/11 simulation exercise forecast that closing the nation's ports for 12 days would cost the economy roughly $58bn. corporations, shipping companies, and domestic ports, but at factories and facilities at international origins as well. If supply were disrupted at just one major port, what economic problems would a U.S.-wide
Theft, fraud, smuggling, sabotage, hijacking and piracy were all present. This covers security policies, threat awareness, security training, exercises. This includes “tailgating” where an intruder slips in behind an employee without presenting a security badge. Factories and warehouses can be built away from other buildings.
With all movements of produce recorded immutably in a distributed ledger, tracing quality-compromised food or commodities back to the source can be achieved in hours, rather than the days, or even weeks, otherwise required for such an exercise. Faster delivery times to the factory. Big Names are Backing Blockchain.
For example, a CTS analysis may show you that customers ordering directly from you at your factory also generate lower costs in transport and inventory costs. Besides optimising the present or fixing the past, CTS reporting and analysis opens the door to what-if scenarios and projections. This sounds like common sense.
Dharmani also points out that it would be a mistake for companies to assume that their smaller suppliers present higher cybersecurity risks than large ones. Every presentation I make to the board of directors has a cybersecurity element to it, and we discuss the topic on our weekly executive calls.”.
Elsewhere, VW is using AR goggles to present digitalised training information about a variety of procedures that apprentices can quickly access as they are working – something the company says should help to foster self-teaching skills and enable trainees to adapt their learning behaviour to conditions at the plant.
It can find and learn from patterns in big data sets to make predictions, such as when a machine is likely to fail in a factory, which external signals will most impact a demand forecast, or what actual lead times for parts will be. My compassion cup has been overflowing.
We organize all of the trending information in your field so you don't have to. Join 84,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.
















Let's personalize your content